Installation And Maintenance Skills Of Curved Tooth Coupling For Sandwich Panel Line

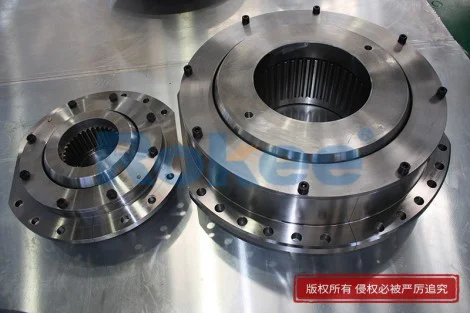
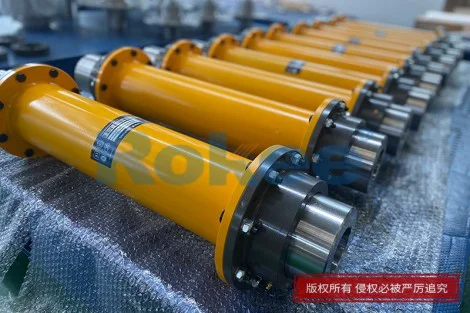
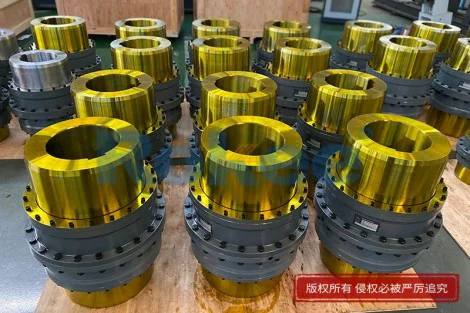
In the production process of sandwich panels, the curved tooth coupling plays a crucial role as a key transmission component, which is responsible for connecting the power source and various functional equipment such as uncoilers, rollers, and cutters in the production line. Its stable and efficient operation directly determines the production efficiency, product quality, and operational safety of the entire sandwich panel line. Different from ordinary couplings, the curved tooth coupling has unique structural advantages, with its outer teeth made into a spherical shape whose center is on the gear axis, and the tooth clearance is slightly larger than that of general products, enabling it to transmit greater torque and allow larger angular displacement, thus adapting to the complex working conditions of the sandwich panel production line, such as variable loads, slight axial and radial deviations, and continuous long-term operation. However, to give full play to these advantages, correct installation methods and scientific maintenance skills are indispensable. Improper installation or neglect of daily maintenance will not only reduce the service life of the coupling but also lead to frequent failures of the production line, resulting in production delays and increased maintenance costs. Therefore, mastering the professional installation and maintenance skills of curved tooth couplings for sandwich panel lines is of great practical significance for ensuring the stable and continuous operation of the production line, improving production efficiency, and reducing operational costs.
Before starting the installation of the curved tooth coupling, sufficient preparation work must be carried out to lay a solid foundation for the subsequent installation process and avoid problems such as installation errors and component damage. First of all, it is necessary to conduct a comprehensive inspection of the curved tooth coupling components to ensure that all parts are intact and free from defects. The inspection scope includes the outer gear sleeve, inner gear ring, connecting bolts, gaskets, and other key components. It is necessary to check whether there are cracks, scratches, or wear on the tooth surface of the coupling, whether the tooth profile is complete and consistent with the design requirements, and whether the dimensions of each component meet the installation standards. The tooth surface of the curved tooth coupling is the core part of torque transmission, and any slight damage may affect the meshing effect, leading to uneven torque transmission and increased vibration during operation. Therefore, if any damage or deformation is found during the inspection, the component must be replaced in time to avoid further damage to the entire transmission system. At the same time, it is necessary to check whether the connecting bolts and gaskets are complete and whether their specifications match the coupling model, so as to ensure the firmness and stability of the connection during installation.
In addition to component inspection, the installation environment and auxiliary tools also need to be prepared in advance. The installation site should be clean and tidy, free from excessive dust, debris, and corrosive substances, so as to prevent impurities from entering the meshing surface of the coupling during installation, which may cause wear of the tooth surface during operation. For the sandwich panel production line, which often involves the processing of materials such as metal plates and insulation layers, it is necessary to clean the installation area in advance, remove dust, iron filings, and other debris, and keep the working surface clean. At the same time, the required installation tools should be prepared, including torque wrenches, dial indicators, laser alignment instruments, screwdrivers, hammers, and other tools. These tools must be calibrated in advance to ensure their accuracy, especially the torque wrench and alignment instrument, which directly affect the installation accuracy of the coupling. For example, the torque wrench needs to be calibrated to ensure that the torque applied during bolt tightening meets the design requirements, avoiding insufficient tightening or excessive tightening. Insufficient tightening will lead to loose bolts during operation, resulting in vibration and noise of the coupling, while excessive tightening may cause damage to the bolts or the coupling itself. The laser alignment instrument, as a professional tool for checking the coaxiality of the two shafts, can accurately measure the radial and angular deviations between the driving shaft and the driven shaft, providing a reliable basis for the alignment work.
After completing the preparation work, the formal installation process can be carried out, which mainly includes shaft surface treatment, coupling assembly, alignment adjustment, bolt tightening, and other key steps. Each step needs to be operated in strict accordance with the standard procedures to ensure the installation quality. First of all, the surface of the driving shaft and driven shaft connected to the coupling should be treated. It is necessary to remove the rust, oil stain, and oxide layer on the shaft surface, which can be cleaned with a wire brush, sandpaper, or degreasing agent. The cleanliness of the shaft surface directly affects the fit between the coupling and the shaft. If there is oil stain or rust on the shaft surface, it will reduce the friction between the coupling and the shaft, leading to slipping during operation, affecting torque transmission. After cleaning, the shaft surface should be wiped dry with a clean cloth, and a thin layer of lubricating oil can be applied appropriately to facilitate the assembly of the coupling and reduce the friction during installation. At the same time, it is necessary to check the dimensional tolerance of the shaft surface to ensure that the fit between the shaft and the coupling hole meets the design requirements. If the fit is too loose, it will cause radial runout of the coupling during operation; if the fit is too tight, it will be difficult to assemble and may even damage the coupling or the shaft.
Next is the assembly of the curved tooth coupling. First, the inner gear ring of the coupling is installed on the driven shaft, and the outer gear sleeve is installed on the driving shaft. During assembly, it is necessary to ensure that the coupling is installed in place, and the end face of the coupling is closely attached to the shaft shoulder to prevent axial movement during operation. It should be noted that the assembly process should be gentle, and brute force should not be used to avoid damaging the tooth surface or the shaft. If the assembly is difficult, the coupling hole can be properly heated (the heating temperature should be controlled within a reasonable range to avoid material performance degradation) to expand the hole diameter, which facilitates assembly. After assembly, it is necessary to check whether the coupling can rotate flexibly without jamming or stagnation, which indicates that the assembly is in place. If there is jamming, it may be due to improper assembly or dimensional deviation, which needs to be adjusted in time.
Alignment adjustment is a key link in the installation of the curved tooth coupling, which directly affects the operation stability and service life of the coupling and the entire transmission system. The curved tooth coupling has a certain ability to compensate for axial, radial, and angular deviations, but this compensation capacity is limited. If the deviation exceeds the allowable range, it will cause uneven meshing of the tooth surface, increased wear, vibration, and noise, and even lead to premature failure of the coupling. Therefore, after the coupling is assembled, it is necessary to use a laser alignment instrument or a dial indicator to check the coaxiality of the driving shaft and the driven shaft, and adjust the deviation to the allowable range. The alignment adjustment mainly includes radial alignment and angular alignment. Radial alignment is to check whether the radial runout of the two shafts is consistent, and angular alignment is to check whether the end faces of the two shafts are parallel. During the adjustment process, the position of the motor or the driven equipment can be adjusted by adjusting the foot bolts of the equipment, and the deviation can be measured repeatedly until it meets the requirements. Generally, the allowable angular displacement of the curved tooth coupling can reach 1°30′, which is 50% higher than that of the straight gear coupling, but in the actual installation of the sandwich panel production line, it is recommended to control the angular deviation within 0.5° and the radial deviation within 0.1mm/m to ensure the best operation effect. After the alignment is completed, the foot bolts of the equipment should be tightened in time and locked with lock washers to prevent the equipment from shifting during operation, which will affect the alignment accuracy.
After the alignment adjustment is completed, the connecting bolts of the coupling should be tightened. The tightening of the bolts must be carried out in accordance with the specified torque, and the cross tightening method should be adopted to ensure that the force of each bolt is uniform, so as to avoid uneven stress on the coupling, which will cause deformation or damage. Before tightening, it is necessary to check whether the bolts and nuts are clean and free from dirt or damage, and whether the thread is intact. If there is any damage to the thread, the bolt should be replaced in time. During the tightening process, the torque wrench should be used to apply torque according to the design requirements. The torque value should be determined according to the material, specification, and installation requirements of the bolt, and should not be arbitrarily increased or decreased. After tightening, it is necessary to check whether each bolt is tight, and there should be no looseness. At the same time, the lock washer should be installed to prevent the bolt from loosening due to vibration during operation. In addition, it is necessary to check the gap between the coupling flanges to ensure that the gap is uniform and meets the design requirements, which is conducive to the compensation of the coupling for axial displacement.
After the installation of the curved tooth coupling is completed, a trial operation must be carried out to check whether the installation is qualified and whether the coupling operates normally. The trial operation should be carried out step by step, first starting the motor for no-load operation, observing the operation of the coupling, including whether there is abnormal vibration, noise, or overheating. The no-load operation time should not be less than 30 minutes, during which it is necessary to continuously check the temperature of the coupling. The normal operating temperature of the curved tooth coupling should not exceed 70°C, and the temperature rise should not exceed 45°C compared with the ambient temperature. If abnormal overheating occurs, it may be due to improper alignment, insufficient lubrication, or excessive fit, which needs to be shut down for inspection and adjustment. After the no-load operation is normal, the load can be gradually added for trial operation, and the load can be increased step by step until it reaches the rated load of the production line. During the load trial operation, it is necessary to closely observe the operation status of the coupling, check the torque transmission, vibration, noise, and temperature, and record the relevant data. If any abnormal situation is found, it should be shut down immediately for inspection and treatment to avoid further damage to the coupling and the production line equipment. After the trial operation is completed and all indicators meet the requirements, the installation work of the curved tooth coupling can be considered as qualified, and the formal production can be carried out.
The curved tooth coupling in the sandwich panel line needs to operate continuously for a long time under the conditions of variable load, high speed, and certain environmental pollution, so scientific and regular maintenance is essential to extend its service life and ensure the stable operation of the production line. The maintenance work should adhere to the principle of "prevention first, combination of prevention and treatment", and formulate a reasonable maintenance plan according to the actual operation of the coupling and the working conditions of the production line. The maintenance work mainly includes daily inspection, regular lubrication, regular disassembly and inspection, and fault handling.
Daily inspection is the basis of the maintenance work, which can timely find potential problems and avoid the expansion of faults. The daily inspection should be carried out before the start of production and during the production process. The inspection content includes the operation status of the coupling, such as whether there is abnormal vibration, noise, or oil leakage; the tightness of the connecting bolts, whether there is looseness; the temperature of the coupling, whether there is overheating; and the lubrication status of the tooth surface, whether the lubricating oil is sufficient and clean. During the inspection, it is necessary to use tools such as a vibration meter and a thermometer to accurately measure the relevant data and record the inspection results. If any abnormal situation is found, such as abnormal noise, excessive vibration, or oil leakage, it should be shut down for inspection in time to find out the cause and deal with it. For example, if oil leakage is found, it may be due to damage to the oil seal or insufficient tightening of the bolt, which needs to be replaced or tightened in time. If abnormal vibration is found, it may be due to misalignment of the coupling, wear of the tooth surface, or looseness of the bolt, which needs to be adjusted or replaced.
Regular lubrication is a key link to reduce the wear of the curved tooth coupling and extend its service life. The meshing surface of the curved tooth coupling's inner and outer teeth will generate friction during operation, and good lubrication can form an oil film between the tooth surfaces, reduce friction and wear, take away the heat generated by meshing, prevent material performance degradation, and also play a role in rust prevention and corrosion prevention. The selection of lubricating oil should be based on the working conditions of the coupling, such as load, speed, and ambient temperature. For the sandwich panel production line, which often operates under medium and heavy loads and continuous high-speed conditions, it is recommended to use high-temperature resistant, anti-wear, and anti-oxidation lubricating oil or grease. The lubrication cycle should be determined according to the actual operation of the coupling. Under normal working conditions, the lubricating oil or grease should be replaced every 2000-3000 hours of operation; under harsh working conditions such as heavy load, high temperature, or more dust, the lubrication cycle should be shortened to 1000-1500 hours. Before adding lubricating oil or grease, it is necessary to clean the oil injection port and the meshing surface of the coupling to remove the old lubricating oil, dust, and other impurities, so as to avoid mixing impurities into the new lubricating oil, which will affect the lubrication effect. When adding lubricating oil or grease, it should be added to the specified position, and it should not be too much or too little. Too much lubricating oil will increase the resistance during operation, generate more heat, and too little lubricating oil will not form a complete oil film, leading to increased wear of the tooth surface.
Regular disassembly and inspection are an important part of the maintenance work, which can comprehensively understand the internal wear and damage of the coupling and deal with potential problems in time. The disassembly and inspection cycle should be determined according to the service life of the coupling and the working conditions, generally once every 6-12 months. During disassembly, it is necessary to follow the correct procedures to avoid damaging the coupling components. First, loosen the connecting bolts of the coupling, separate the outer gear sleeve and the inner gear ring, then remove the coupling from the shaft, and clean all components with a clean cloth or degreasing agent. After cleaning, check the wear of the tooth surface, whether there are pitting, gluing, or tooth breakage; check the wear of the bearing (if any) and whether it rotates flexibly; check the deformation of the coupling and whether the dimensions meet the requirements. For the tooth surface wear, if the wear amount does not exceed 15% of the original tooth thickness, it can be repaired by grinding; if the wear amount exceeds the allowable range, the component must be replaced. For the pitting and gluing on the tooth surface, it should be ground and repaired in time to avoid further expansion. At the same time, check the oil seal and gasket for aging, damage, and replace them in time if necessary. After the inspection and repair are completed, the coupling should be reassembled in accordance with the installation procedures, and the alignment adjustment and bolt tightening should be carried out again to ensure that the coupling is in good operating condition.
In addition to daily inspection, regular lubrication, and regular disassembly and inspection, it is also necessary to do a good job in the fault handling of the curved tooth coupling. In the process of operation, if the coupling fails, it should be shut down immediately to avoid further damage to the equipment, and the cause of the fault should be found out in time and dealt with. Common faults of the curved tooth coupling include abnormal vibration, noise, overheating, oil leakage, tooth surface wear, tooth breakage, etc. The causes and handling methods of different faults are different.
Abnormal vibration and noise are common faults of the curved tooth coupling. The main causes include misalignment of the driving shaft and the driven shaft, wear of the tooth surface, looseness of the connecting bolts, insufficient lubrication, and damage to the bearing. When such faults occur, first check the tightness of the connecting bolts and tighten them if they are loose; then check the alignment of the two shafts and adjust them if there is deviation; then check the lubrication status and add or replace the lubricating oil if necessary; finally, check the tooth surface and bearing for wear or damage and repair or replace them in time. For example, if the vibration and noise are caused by tooth surface wear, the tooth surface can be ground and repaired, or the coupling component can be replaced if the wear is serious.
Overheating of the coupling is mainly caused by insufficient lubrication, improper alignment, excessive fit, or overload operation. When overheating is found, the machine should be shut down immediately to cool down, and then check the lubrication status, add or replace the lubricating oil if necessary; check the alignment of the two shafts and adjust them; check whether the fit between the coupling and the shaft is too tight and adjust it; check whether the load exceeds the rated value and reduce the load. If the overheating problem is not solved in time, it will lead to the degradation of the coupling material performance, accelerated wear, and even damage to the coupling.
Oil leakage of the coupling is mainly caused by damage to the oil seal, insufficient tightening of the bolt, or cracks in the coupling shell. When oil leakage is found, check the oil seal for aging or damage and replace it in time; check the tightness of the bolt and tighten it; check the coupling shell for cracks and repair or replace it if necessary. At the same time, clean the oil leakage to avoid affecting the surrounding equipment and the operating environment.
Tooth surface wear and tooth breakage are serious faults of the curved tooth coupling, which are mainly caused by insufficient lubrication, improper alignment, overload operation, material fatigue, or manufacturing defects. The tooth surface wear will lead to uneven meshing, increased vibration, and reduced torque transmission capacity; tooth breakage will directly lead to the failure of the coupling and the stop of the production line. When such faults occur, the worn or broken components must be replaced in time. Before replacement, it is necessary to find out the cause of the fault and take corresponding measures to avoid the recurrence of the fault. For example, if the tooth breakage is caused by overload, the load should be reduced to ensure that the operation load is within the rated range; if it is caused by insufficient lubrication, the lubrication system should be improved to ensure sufficient and clean lubricating oil.
In addition to the above maintenance work, it is also necessary to pay attention to the daily protection of the curved tooth coupling. The coupling should be equipped with a protective cover to prevent dust, debris, and other impurities from entering the meshing surface, and also to prevent operators from being injured by the rotating coupling. The protective cover should be checked regularly for damage or looseness and repaired or replaced in time. At the same time, the operating environment of the coupling should be improved as much as possible, avoiding long-term operation in a humid, corrosive, or dusty environment, which will cause rust and corrosion of the coupling components. For the sandwich panel production line, which often produces a lot of dust during the processing process, it is necessary to strengthen the dust removal work of the production site and regularly clean the dust on the surface of the coupling and the protective cover.
It should be emphasized that the installation and maintenance of the curved tooth coupling for the sandwich panel line must be operated by professional and technical personnel who are familiar with the structure and working principle of the coupling and have rich installation and maintenance experience. Before operation, the technical personnel should carefully read the relevant technical documents and operating specifications to ensure that the operation is standardized. At the same time, the enterprise should establish a complete installation and maintenance file, record the installation time, maintenance time, maintenance content, fault conditions, and handling results of the coupling, so as to provide a reliable basis for the subsequent maintenance work and the improvement of the coupling performance.
In conclusion, the curved tooth coupling is an indispensable key component in the sandwich panel production line, and its installation and maintenance quality directly affects the stable operation and production efficiency of the entire production line. By doing a good job in the preparation before installation, strictly following the standard installation procedures, and carrying out scientific and regular maintenance work, including daily inspection, regular lubrication, regular disassembly and inspection, and timely fault handling, we can effectively extend the service life of the curved tooth coupling, reduce the failure rate of the production line, ensure the stable and continuous operation of the sandwich panel production line, and bring greater economic benefits to the enterprise. In the actual production process, we should also continuously summarize experience, optimize the installation and maintenance methods, and adapt to the changing working conditions of the production line, so as to give full play to the maximum performance of the curved tooth coupling.