Application Skills of Cross Universal Shaft Coupling in PUF Sandwich Panel Manufacturing Line

In the modern manufacturing industry, the PUF sandwich panel manufacturing line is widely recognized for its high efficiency, automation and integration, playing an irreplaceable role in the fields of construction, cold storage, and industrial insulation. As a core mechanical transmission component, the cross universal shaft coupling undertakes the key task of transmitting torque and rotational motion between various equipment in the production line, and its application skills directly affect the stability, efficiency and product quality of the entire production process. Unlike rigid couplings that require precise coaxial alignment, cross universal shaft couplings have unique angle compensation and axial displacement adaptation capabilities, which can effectively solve the problems of shaft misalignment caused by installation errors, thermal expansion, and equipment vibration in the PUF sandwich panel production line, ensuring the smooth operation of each link from raw material unwinding to finished product stacking. To give full play to the performance of cross universal shaft couplings and avoid common faults such as wear, vibration and torque loss, it is crucial to master scientific application skills, which is also the key to improving the overall operational efficiency of the production line and reducing maintenance costs.
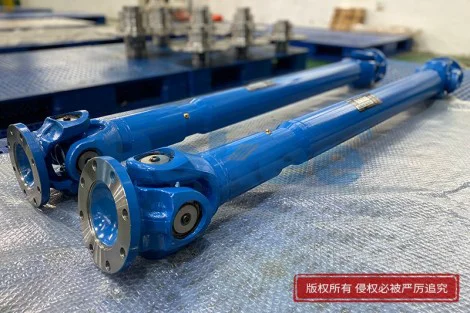
The PUF sandwich panel manufacturing line is a complex system integrating multiple technologies such as mechanics, chemistry, electrical control, and temperature control, which mainly includes unwinding system, forming system, preheating system, high-pressure foaming system, curing system, cutting system, cooling system, stacking system and other links. Each link relies on the coordinated operation of multiple pieces of equipment, and the cross universal shaft coupling is widely used in the power transmission between key equipment such as unwinding machines, forming rollers, conveyor belts, and cutting machines. In the unwinding link, the cross universal shaft coupling connects the motor and the unwinding roller, which needs to transmit stable torque while adapting to the slight axial displacement of the unwinding roller during operation; in the forming link, it connects the driving mechanism and the forming roller, ensuring that the forming roller maintains a stable rotation speed and torque, so as to ensure the uniformity of the panel shape; in the cutting link, it transmits power to the cutting blade, requiring quick response and stable torque transmission to ensure the cutting accuracy of the panel. The diverse working conditions of different links put forward different requirements for the application of cross universal shaft couplings, so it is necessary to formulate targeted application strategies according to the characteristics of each link.
Before applying the cross universal shaft coupling in the PUF sandwich panel manufacturing line, the first step is to carry out scientific type selection, which is the foundation to ensure its stable operation. The type selection should be based on the actual working conditions of the production line, including the required torque, rotation speed, shaft deviation angle, working environment temperature, and load characteristics. In the PUF sandwich panel production line, the torque required by different equipment varies greatly: the unwinding machine and conveyor belt need relatively small torque but require stable transmission, while the forming machine and cutting machine need larger torque to meet the needs of material forming and cutting. Therefore, when selecting the model, it is necessary to calculate the actual torque required by the equipment, and reserve a safety factor of 1.2 to 1.5 to avoid overload operation, which is an important skill to prevent the coupling from breaking and wearing prematurely. At the same time, the rotation speed of the equipment should be considered. Conventional cross universal shaft couplings can meet the rotation speed requirements of 1000 to 5000 rpm in general production lines, while for high-speed equipment such as precision cutting machines, precision balanced models should be selected to ensure stable operation without obvious vibration.
The angle compensation capability of the cross universal shaft coupling is one of its core advantages, and mastering the reasonable control of the angle deviation is a key application skill. In the actual installation of the PUF sandwich panel production line, due to the influence of factors such as equipment installation errors, foundation settlement, and thermal expansion during operation, there will inevitably be angular deviations between the driving shaft and the driven shaft. The standard cross universal shaft coupling can achieve angle compensation of up to 25°, and special designs can reach 45°, but in actual application, it is necessary to control the angle deviation within 3° as much as possible. Excessive angle deviation will not only reduce the transmission efficiency (the transmission efficiency of the cross universal shaft coupling is usually 98% to 99.8%, and excessive angle deviation will reduce the efficiency by 5% to 10%), but also cause severe wear of internal components such as cross shafts and needle roller bearings, generate abnormal noise and vibration, and even affect the quality of PUF sandwich panels. For example, in the forming link, if the angle deviation between the driving shaft and the driven shaft of the forming roller is too large, the rotation speed of the forming roller will be unstable, resulting in uneven thickness of the panel surface and affecting the product qualification rate. Therefore, during installation, laser alignment instruments should be used to calibrate the axes of the two shafts, ensuring that the angular deviation and axial offset meet the requirements, and the axial offset should be controlled within 0.1mm/m.
The installation quality of the cross universal shaft coupling directly determines its service life and transmission effect, so standardized installation is an essential application skill. Before installation, it is necessary to thoroughly clean the connecting surfaces of the coupling, the driving shaft and the driven shaft, remove oil stains, rust and debris to avoid affecting the connection tightness and transmission accuracy. In the installation process, the coupling should be installed in place according to the specified steps, and the bolts should be tightened in a diagonal order in batches to ensure that the torque of each bolt is uniform. The torque value should meet the standard requirements, for example, the torque of M12 bolts should be controlled between 90 and 110 Nm. At the same time, anti-loosening measures should be taken, such as adding thread locking glue or double nuts, to prevent bolt loosening caused by equipment vibration during operation, which is a common fault that leads to coupling damage. In addition, when installing the cross universal shaft coupling, it is necessary to avoid forced installation, especially when there is a large deviation between the two shafts, it should not be corrected by force, but the installation position of the equipment should be adjusted to ensure that the coupling is installed smoothly, so as to avoid internal stress and affect its service performance.
Lubrication management is another key application skill of cross universal shaft couplings in PUF sandwich panel production lines. The internal components of the coupling, such as cross shafts and needle roller bearings, will generate friction during operation, and good lubrication can reduce friction loss, slow down wear, and extend the service life of the coupling. Lack of lubrication is the main cause of early failure of the coupling, so it is necessary to establish a scientific lubrication management system. First, select the appropriate lubricating grease according to the working environment. In the PUF sandwich panel production line, the working environment may have dust, high temperature and other characteristics, so it is necessary to select high-temperature and extreme pressure resistant lubricating grease, such as NLGI 2 grade lithium-based grease, which can maintain good lubrication performance in the temperature range of -20°C to 120°C. Second, formulate a regular lubrication cycle. Generally, lubricating grease should be added every 200 to 500 hours of operation, and a high-pressure grease gun should be used to thoroughly squeeze out the old grease to ensure that the new grease fills the entire lubrication area. At the same time, it is necessary to check the sealing performance of the coupling regularly. The oil seal is an important part to prevent lubricating grease leakage and dust and moisture intrusion. Once the oil seal is worn or aged, it should be replaced in time to avoid lubrication failure caused by grease leakage and internal component wear caused by impurity intrusion.
In the operation process of the PUF sandwich panel production line, the cross universal shaft coupling is in a long-term high-load working state, so regular operation monitoring and fault diagnosis are important application skills to ensure its stable operation. Operators should pay attention to observing the operation status of the coupling during daily work, including whether there is abnormal vibration, noise, and temperature rise. Abnormal vibration and noise usually indicate problems such as wear of internal components, excessive angle deviation, or bolt loosening. For example, the "click" sound or metal friction sound during operation may be caused by wear of the cross shaft bearing or excessive clearance of the spline pair; the periodic abnormal noise may be caused by dynamic balance failure. The temperature of the coupling should be monitored regularly with an infrared thermometer. The normal working temperature of the cross universal shaft coupling is less than 70°C. If the temperature rises abnormally, it indicates that there is a problem with lubrication or internal components, and the machine should be shut down for inspection in time. In addition, vibration analyzers can be used to regularly detect the abnormal frequency of the coupling, so as to find potential faults early and avoid serious damage to the coupling and related equipment.
The PUF sandwich panel production line may face various harsh working conditions, such as dust, humidity, and high temperature, which will affect the service life of the cross universal shaft coupling. Therefore, taking targeted protective measures is also an important application skill. In the foaming and cooling links, there may be a lot of dust and moisture. It is necessary to install a protective cover outside the coupling to prevent dust and moisture from entering the internal components, which can effectively reduce the wear and corrosion of the cross shaft and needle roller bearings. For the coupling used in the high-temperature area near the preheating furnace, heat insulation measures should be taken to reduce the impact of high temperature on the lubricating grease and internal components, avoid lubricating grease deterioration and component deformation. In addition, during the operation of the production line, it is necessary to avoid violent operation such as sudden start and stop, which will generate large impact load, cause fatigue damage to the coupling components, and affect its service life. Operators should operate the equipment smoothly, start and stop the machine according to the specified procedures, and reduce the impact on the coupling.
Regular maintenance and maintenance is the key to extending the service life of the cross universal shaft coupling and ensuring its stable operation. In addition to regular lubrication and inspection, it is also necessary to conduct regular disassembly and inspection of the coupling. Generally, the coupling should be disassembled and inspected every 6 months to 1 year, depending on the working intensity. During the disassembly and inspection, it is necessary to check the wear of the cross shaft, needle roller bearing, spline pair and other components. If there are signs of wear such as scratches, thinning, and pitting, the components should be replaced in time. At the same time, the accuracy of the coupling should be calibrated again to ensure that the angle deviation and axial offset meet the requirements. For the replaced components, it is necessary to select high-quality products that match the model of the coupling to avoid the impact of inferior components on the overall performance of the coupling. In addition, the maintenance records of the coupling should be made in detail, including the time of lubrication, maintenance, component replacement, etc., so as to provide a basis for subsequent maintenance and type selection.
In the actual application process, there are often some common problems that affect the performance of the cross universal shaft coupling, and mastering the corresponding solution skills is crucial. For example, if the coupling has abnormal vibration and noise, first check the bolt tightness and angle deviation. If the bolt is loose, re-tighten it according to the standard torque; if the angle deviation is too large, re-calibrate the axis. If the vibration and noise still exist after adjustment, it may be caused by wear of the cross shaft bearing or dynamic balance failure, and the corresponding components should be replaced or dynamic balance correction should be performed. If the coupling has axial movement and impact sound during torque transmission, it is usually caused by excessive wear of the spline pair or insufficient lubrication. At this time, the spline sleeve or spline shaft should be replaced, and lubricating grease should be added in time. If the coupling is stuck or overheated, it may be caused by poor lubrication or damage to the needle roller bearing. The coupling should be disassembled and cleaned, the damaged components should be replaced, and new lubricating grease should be added. In addition, if the bolt is broken, it is necessary to replace the high-strength bolt and take anti-loosening measures to avoid repeated failure.
The application of cross universal shaft couplings in PUF sandwich panel production lines also needs to pay attention to the coordination with other equipment to form a complete and efficient transmission system. For example, in the foaming link, the cross universal shaft coupling connects the motor and the foaming pump, which needs to coordinate with the frequency converter to adjust the rotation speed and torque according to the foaming speed and raw material ratio, ensuring the uniformity of the foaming layer. In the cutting link, the coupling needs to cooperate with the servo control system to achieve precise control of the cutting speed and position, ensuring the cutting accuracy of the panel. At the same time, it is necessary to consider the compatibility between the coupling and the equipment interface, and select the appropriate connection method, such as spline connection, flange connection, etc., according to the actual needs of the equipment, to ensure the reliability and stability of the connection.
With the continuous development of PUF sandwich panel manufacturing technology, the requirements for the performance and application level of cross universal shaft couplings are also constantly improving. In the future, the application of cross universal shaft couplings in PUF sandwich panel production lines will tend to be more intelligent and efficient. For example, by installing sensors on the coupling, real-time monitoring of parameters such as torque, temperature, and vibration can be realized, and the monitoring data can be transmitted to the control system, so as to realize intelligent diagnosis and early warning of faults. At the same time, the optimization of the coupling structure, such as the use of new materials and new processes, can further improve its wear resistance, high temperature resistance and load-bearing capacity, adapting to the development needs of high-speed, high-efficiency and high-precision PUF sandwich panel production lines.
In summary, the cross universal shaft coupling, as a key transmission component in the PUF sandwich panel manufacturing line, its application skills involve type selection, installation, lubrication, monitoring, maintenance and other aspects. Scientific type selection is the foundation, standardized installation is the guarantee, reasonable lubrication is the key, and regular monitoring and maintenance are important measures to extend its service life. By mastering these application skills, we can give full play to the performance advantages of the cross universal shaft coupling, ensure the stable and efficient operation of each link of the PUF sandwich panel production line, reduce the failure rate and maintenance cost, and improve the product quality and production efficiency. In the actual production process, operators should combine the specific working conditions of the production line, flexibly apply these skills, continuously summarize experience, and solve the problems encountered in the application process in a timely manner, so as to promote the healthy and sustainable development of the PUF sandwich panel manufacturing industry.