Detailed Technical Parameters Of Teeth Coupling For PUR Sandwich Panel Production Line

In the production process of PUR sandwich panels, the stable and efficient operation of the production line relies heavily on the coordination of various mechanical components, among which the teeth coupling plays an indispensable role as a key power transmission part. It is mainly used to connect the power output shaft of the motor with the transmission shafts of key equipment such as the composite roller, feeding device, and cutting machine in the PUR sandwich panel production line, realizing the precise transmission of torque and rotational motion, ensuring that each link of the production line operates synchronously, stably and efficiently. The technical parameters of the teeth coupling directly determine its adaptability to the working conditions of the PUR sandwich panel production line, as well as the stability, reliability and service life of the entire production line. Therefore, a detailed understanding of the technical parameters of the teeth coupling suitable for the PUR sandwich panel production line is of great significance for the selection, installation, operation and maintenance of the coupling, and further for ensuring the stable operation of the entire production line and the quality of the produced PUR sandwich panels.
Before delving into the detailed technical parameters, it is necessary to first clarify the working environment and functional requirements of the teeth coupling in the PUR sandwich panel production line, which is the basis for determining its technical parameters. The PUR sandwich panel production line usually operates continuously for a long time, and the working environment is often accompanied by certain vibration, temperature rise and dust. The key equipment such as the composite roller needs to bear a certain load during the pressing and compounding process of the sandwich panel, which requires the teeth coupling to have good torque bearing capacity, stable transmission performance, and certain vibration absorption and deviation compensation capabilities. At the same time, the PUR sandwich panel production line has strict requirements on the synchronization of each link. The rotation speed of each transmission shaft must be kept consistent to avoid problems such as uneven thickness, uneven bonding and edge warping of the sandwich panel caused by asynchronous operation. This puts forward high requirements on the transmission accuracy and synchronization of the teeth coupling. In addition, considering the long-term continuous operation of the production line, the teeth coupling should also have good wear resistance, corrosion resistance and long service life to reduce the frequency of maintenance and replacement, and ensure the continuity of production.
The core technical parameters of the teeth coupling for the PUR sandwich panel production line mainly include torque parameters, rotation speed parameters, structural size parameters, material parameters, tooth profile parameters, lubrication parameters, deviation compensation parameters, and working environment adaptation parameters. Each parameter is closely related to the performance and application effect of the coupling, and there is a mutual restriction and coordination relationship between them. Only when all parameters are reasonably matched can the teeth coupling give full play to its role in the PUR sandwich panel production line.
Torque parameters are one of the most important technical parameters of the teeth coupling, which directly determine the maximum load capacity of the coupling in the power transmission process. The torque parameters of the teeth coupling mainly include nominal torque, allowable torque and breaking torque. The nominal torque refers to the maximum torque that the coupling can stably transmit under the rated working conditions for a long time, which is determined according to the power of the motor in the PUR sandwich panel production line and the load of the transmission equipment. In the PUR sandwich panel production line, the power of the motor used in different equipment varies. For example, the motor power of the composite roller is usually between 15kW and 110kW, and the corresponding required nominal torque of the teeth coupling is between 100N·m and 2000N·m. The allowable torque refers to the maximum torque that the coupling can bear in a short time under special working conditions (such as starting, stopping or sudden load changes) without being damaged. Generally, the allowable torque is 1.2 to 1.5 times the nominal torque, which can effectively avoid the damage of the coupling caused by the instantaneous impact torque during the operation of the production line. The breaking torque is the maximum torque that the coupling can bear before being broken, which is an important index to measure the safety performance of the coupling. The breaking torque of the teeth coupling used in the PUR sandwich panel production line is usually 2.5 to 3 times the nominal torque, which can ensure that the coupling will not break suddenly under extreme load conditions, thus protecting the motor and other key equipment from damage.
Rotation speed parameters are another key technical parameter affecting the performance of the teeth coupling, which mainly include rated rotation speed, maximum allowable rotation speed and rotation speed deviation. The rated rotation speed refers to the rotation speed at which the coupling can stably operate for a long time under the nominal torque, which is consistent with the rated rotation speed of the motor in the production line. The rated rotation speed of the motor used in the PUR sandwich panel production line is usually between 1450r/min and 2900r/min, so the rated rotation speed of the matching teeth coupling is also in this range. The maximum allowable rotation speed refers to the maximum rotation speed that the coupling can bear without being damaged, which is determined by the material strength, structural design and processing accuracy of the coupling. For the teeth coupling used in the PUR sandwich panel production line, the maximum allowable rotation speed is usually 1.2 to 1.3 times the rated rotation speed, which can meet the requirements of the production line when the motor is overloaded or the rotation speed is slightly increased. The rotation speed deviation refers to the difference between the actual rotation speed of the driven shaft and the rotation speed of the driving shaft after the power is transmitted through the coupling, which is an important index to measure the transmission accuracy of the coupling. In the PUR sandwich panel production line, the rotation speed deviation of the teeth coupling should be controlled within ±0.5%, so as to ensure the synchronization of each equipment in the production line, avoid the quality problems of the sandwich panel caused by the asynchronous rotation speed, and ensure the stability of the production process.
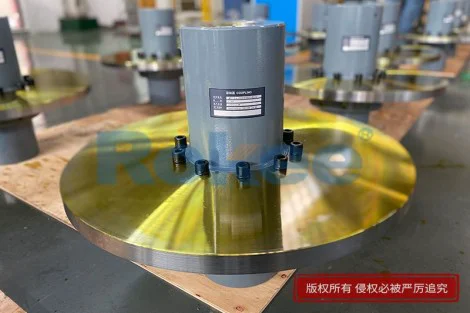
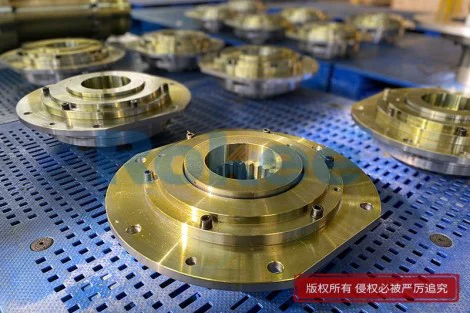
Structural size parameters are the basic parameters of the teeth coupling, which determine the installation adaptability of the coupling in the PUR sandwich panel production line. The structural size parameters mainly include shaft hole diameter, shaft hole length, coupling outer diameter, coupling length, bolt hole diameter and bolt hole number. The shaft hole diameter is the key parameter to connect the coupling with the motor output shaft and the equipment transmission shaft. The shaft hole diameter of the teeth coupling used in the PUR sandwich panel production line is usually between 20mm and 100mm, which can be matched with different types of motor output shafts and equipment transmission shafts. The shaft hole length is determined according to the length of the shaft end of the connected equipment, which is usually between 40mm and 150mm, ensuring that the coupling and the shaft have sufficient contact area to transmit torque stably. The outer diameter and length of the coupling are determined according to the installation space of the production line and the torque transmission requirements. The outer diameter is usually between 80mm and 250mm, and the length is between 100mm and 300mm. It is necessary to ensure that the coupling can be installed smoothly in the limited installation space of the production line, and at the same time, it has sufficient structural strength to bear the required torque. The bolt hole diameter and bolt hole number are related to the connection strength between the two halves of the coupling. The bolt hole diameter is usually between 8mm and 20mm, and the number of bolt holes is between 4 and 12, which can ensure that the two halves of the coupling are firmly connected, and there is no relative movement during the power transmission process, thus ensuring the stability of transmission.
Material parameters are the basis for ensuring the performance and service life of the teeth coupling. The material of the teeth coupling directly affects its strength, wear resistance, corrosion resistance and other properties. Considering the working environment and load requirements of the PUR sandwich panel production line, the main materials of the teeth coupling are usually carbon steel, alloy steel and cast iron. Carbon steel is widely used in the teeth coupling of the PUR sandwich panel production line because of its good mechanical properties, low cost and easy processing. The commonly used carbon steel grades are 45# steel, which has high strength and toughness, and can meet the torque transmission requirements of most PUR sandwich panel production lines. Alloy steel is usually used in the production line with higher load and harsher working conditions. The commonly used alloy steel grades are 40Cr and 42CrMo, which have higher strength, wear resistance and impact resistance than carbon steel, and can adapt to the working conditions of high torque and frequent impact. Cast iron is mainly used in the auxiliary transmission part of the production line with small load, which has the advantages of low cost and good casting performance, but its strength and toughness are lower than carbon steel and alloy steel, so it is not suitable for the main power transmission part. In addition, the tooth surface of the teeth coupling usually needs to be treated with surface hardening, such as carburizing, quenching and tempering, to improve the wear resistance and service life of the tooth surface. The surface hardness after treatment is usually between HRC 45 and HRC 55, which can effectively reduce the wear of the tooth surface during the meshing process and extend the service life of the coupling.
Tooth profile parameters are the key parameters affecting the meshing performance and transmission efficiency of the teeth coupling. The tooth profile parameters mainly include module, number of teeth, pressure angle, tooth top height, tooth root height, tooth width and tooth clearance. The module is the basic parameter of the tooth profile, which determines the size and strength of the gear teeth. The module of the teeth coupling used in the PUR sandwich panel production line is usually between 2mm and 8mm. The selection of the module is determined according to the nominal torque and the size of the coupling. The larger the nominal torque, the larger the module needed to ensure the strength of the gear teeth. The number of teeth is related to the transmission ratio and the size of the coupling. The number of teeth of the teeth coupling used in the production line is usually between 20 and 60. The pressure angle is an important parameter affecting the meshing performance of the gear teeth. The common pressure angle is 20 degrees, which has good meshing performance and load-bearing capacity, and can ensure the smooth transmission of the coupling. The tooth top height and tooth root height are determined according to the module. The tooth top height is usually 1 times the module, and the tooth root height is usually 1.25 times the module, which can ensure the strength of the gear teeth and avoid the tooth root being broken due to excessive stress. The tooth width is related to the contact area between the gear teeth and the torque transmission capacity. The tooth width of the teeth coupling used in the PUR sandwich panel production line is usually between 30mm and 100mm. The larger the tooth width, the larger the contact area between the gear teeth, the higher the torque transmission capacity, but the larger the size of the coupling. The tooth clearance is the gap between the meshing gear teeth, which is used to compensate for the thermal expansion of the gear teeth during operation and the installation deviation. The tooth clearance of the teeth coupling used in the production line is usually between 0.1mm and 0.3mm, which can ensure the smooth meshing of the gear teeth, avoid jamming, and at the same time reduce the impact and noise during meshing.
Lubrication parameters are crucial to the normal operation and service life of the teeth coupling. The meshing surface of the gear teeth of the teeth coupling will generate friction and wear during the operation process. Good lubrication can reduce friction and wear, reduce energy loss, and extend the service life of the coupling. The lubrication parameters of the teeth coupling mainly include lubricating oil type, lubricating oil viscosity, lubrication method and lubrication cycle. The lubricating oil used in the teeth coupling of the PUR sandwich panel production line is usually industrial gear oil, which has good lubricating performance, wear resistance and oxidation resistance. The viscosity of the lubricating oil is determined according to the working temperature and rotation speed of the coupling. When the working temperature is high or the rotation speed is high, the lubricating oil with lower viscosity should be selected to ensure the fluidity of the lubricating oil and the lubricating effect; when the working temperature is low or the load is large, the lubricating oil with higher viscosity should be selected to ensure the formation of a stable oil film. The common viscosity grades of lubricating oil are 150#, 220# and 320#. The lubrication method mainly includes oil bath lubrication, oil injection lubrication and grease lubrication. Oil bath lubrication is suitable for couplings with low rotation speed and light load, which is simple and convenient; oil injection lubrication is suitable for couplings with high rotation speed and heavy load, which can continuously supply lubricating oil to the meshing surface to ensure the lubricating effect; grease lubrication is suitable for couplings with small installation space and difficult oil supply, which has good sealing performance and can reduce the frequency of lubrication. The lubrication cycle is determined according to the working conditions of the production line. Under normal working conditions, the lubricating oil should be replaced every 2000 to 3000 working hours, and the grease should be added every 500 to 1000 working hours. At the same time, it is necessary to regularly check the lubrication status of the coupling, and timely supplement or replace the lubricating oil or grease to avoid the damage of the coupling caused by insufficient lubrication.
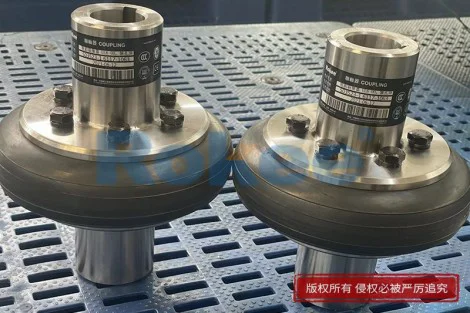
Deviation compensation parameters are important parameters reflecting the adaptability of the teeth coupling to the installation deviation of the transmission shaft. In the actual installation process of the PUR sandwich panel production line, due to the installation error, the deformation of the equipment during operation and other factors, there will inevitably be certain deviations between the motor output shaft and the equipment transmission shaft, including radial deviation, axial deviation and angular deviation. The teeth coupling needs to have a certain deviation compensation capacity to adapt to these deviations, so as to ensure the stable operation of the coupling and the entire production line. The deviation compensation parameters mainly include radial compensation amount, axial compensation amount and angular compensation amount. The radial compensation amount refers to the maximum radial deviation that the coupling can compensate. The radial compensation amount of the teeth coupling used in the PUR sandwich panel production line is usually between 0.1mm and 0.5mm. The axial compensation amount refers to the maximum axial deviation that the coupling can compensate, which is usually between 1mm and 5mm. The angular compensation amount refers to the maximum angular deviation that the coupling can compensate, which is usually between 0.5 degrees and 2 degrees. The deviation compensation capacity of the coupling is related to its structural design. For example, the drum-shaped tooth coupling has better deviation compensation capacity than the straight-tooth coupling, which can better adapt to the installation deviation of the transmission shaft in the production line, reduce the stress on the coupling and the transmission shaft, and extend the service life of the equipment.
Working environment adaptation parameters refer to the adaptability of the teeth coupling to the working temperature, humidity, dust and other environmental factors in the PUR sandwich panel production line. The working temperature of the PUR sandwich panel production line is usually between -10℃ and 80℃. The teeth coupling needs to maintain stable performance within this temperature range, without deformation, cracking or other problems. Therefore, the material of the coupling should have good high and low temperature resistance. The working environment of the production line is often accompanied by dust and PUR foam particles, which may enter the meshing surface of the coupling and cause wear and jamming. Therefore, the teeth coupling should be equipped with a good sealing device, such as an oil seal or a dust cover, to prevent dust and other impurities from entering the coupling. At the same time, the surface of the coupling should be treated with anti-corrosion, such as painting or galvanizing, to prevent corrosion caused by humidity or chemical substances in the environment, and extend the service life of the coupling. In addition, the coupling should have a certain vibration absorption capacity. The vibration generated during the operation of the production line will be transmitted to the coupling. Good vibration absorption capacity can reduce the impact of vibration on the coupling and the connected equipment, ensure the stable operation of the production line, and reduce the noise generated during operation.
In addition to the above key technical parameters, the teeth coupling for the PUR sandwich panel production line also has some other technical parameters that need to be paid attention to, such as the moment of inertia, the weight of the coupling and the balance grade. The moment of inertia refers to the inertia of the coupling during rotation, which affects the starting and stopping performance of the production line. The smaller the moment of inertia, the easier the production line starts and stops, and the lower the energy consumption. The weight of the coupling is related to the installation load of the equipment. The lighter the weight, the smaller the load on the motor and the transmission shaft, which is conducive to the stable operation of the equipment. The balance grade is an important index to measure the balance performance of the coupling. The unbalanced mass of the coupling during rotation will cause vibration, which affects the stability of the production line. The balance grade of the teeth coupling used in the PUR sandwich panel production line is usually G6.3 or G2.5. The higher the balance grade, the better the balance performance of the coupling, and the smaller the vibration generated during operation.
It should be emphasized that the selection of the technical parameters of the teeth coupling for the PUR sandwich panel production line should be based on the actual working conditions of the production line, such as the motor power, rotation speed, load size, installation space, working environment and other factors. It is not possible to blindly pursue high parameters, nor to select low parameters to save costs. Only by selecting the appropriate technical parameters can the teeth coupling give full play to its role, ensure the stable and efficient operation of the production line, and at the same time reduce the maintenance cost and extend the service life of the coupling and the related equipment. For example, in the production line with large load and high rotation speed, it is necessary to select the coupling with large nominal torque, high maximum allowable rotation speed and good wear resistance; in the production line with limited installation space, it is necessary to select the coupling with small structural size under the premise of meeting the torque and rotation speed requirements; in the production line with harsh working environment (such as high temperature, high humidity, more dust), it is necessary to select the coupling with good high and low temperature resistance, corrosion resistance and sealing performance.
In the actual operation and maintenance process of the PUR sandwich panel production line, it is also necessary to regularly check the technical parameters of the teeth coupling, such as checking the torque transmission status, rotation speed deviation, lubrication status, deviation compensation capacity and other parameters, and timely find and solve the problems existing in the coupling. For example, if the rotation speed deviation exceeds the allowable range, it is necessary to check the installation alignment of the coupling and adjust it in time; if the lubrication is insufficient, it is necessary to supplement the lubricating oil or grease in time; if the tooth surface is severely worn, it is necessary to replace the coupling in time to avoid affecting the operation of the production line. At the same time, it is necessary to strengthen the daily maintenance of the coupling, keep the coupling clean, avoid the accumulation of dust and impurities, and regularly inspect the sealing device to ensure its good sealing performance.
In summary, the teeth coupling is a key power transmission component in the PUR sandwich panel production line, and its detailed technical parameters cover torque, rotation speed, structural size, material, tooth profile, lubrication, deviation compensation and working environment adaptation. Each parameter plays an important role in the performance and application effect of the coupling. A detailed understanding of these technical parameters, and selecting and using the teeth coupling according to the actual working conditions of the production line, is of great significance for ensuring the stable, efficient and long-term operation of the PUR sandwich panel production line, improving the quality of the sandwich panel products, and reducing the production and maintenance costs. With the continuous development of the PUR sandwich panel industry, the requirements for the performance of the teeth coupling are also constantly improving. In the future, the teeth coupling will develop in the direction of higher torque, higher precision, better deviation compensation capacity, longer service life and more environmental protection, to better meet the development needs of the PUR sandwich panel production line.