Customization Scheme And Implementation Of Gear Coupling For PIR Sandwich Panel Production Line
Polyisocyanurate (PIR) sandwich panels have become an indispensable component in modern lightweight structural engineering, favored for their excellent combination of low weight, high structural strength, superior thermal insulation, and flame retardancy. The production of PIR sandwich panels relies on a continuous, automated production line that integrates multiple sequential processes, including uncoiling of facing materials, roll forming, preheating, high-pressure foaming, curing, cooling, cutting, and stacking. Each of these processes requires precise and stable power transmission to ensure the consistency of product quality and the efficiency of the entire production process. Among the key components of the production line’s transmission system, gear couplings play a crucial role as they are responsible for connecting rotating shafts in different subsystems, transmitting torque reliably, and compensating for inevitable misalignments between shafts. However, standard gear couplings available in the market often fail to meet the specific operational requirements of PIR sandwich panel production lines, which operate under unique conditions such as continuous high-load operation, frequent speed adjustments, and the need to adapt to varying panel specifications. Therefore, customization of gear couplings tailored to the specific characteristics of PIR sandwich panel production lines has become a necessary measure to improve production efficiency, reduce equipment failure rates, and extend the service life of the entire production system.
The customization of gear couplings for PIR sandwich panel production line is not a random process but a systematic project that requires in-depth analysis of the production line’s operational characteristics, precise calculation of technical parameters, and scientific design of structural details. Before initiating the customization process, it is essential to conduct a comprehensive investigation and analysis of the PIR sandwich panel production line to identify the core requirements of the gear coupling. The production line of PIR sandwich panels is a complex integrated system that operates continuously for long periods, with each subsystem (such as the uncoiling system, roll forming system, foaming system, and cutting system) having different torque and speed requirements. For example, the roll forming system requires a gear coupling with high torsional stiffness to ensure the precise shaping of facing materials, while the foaming system needs a coupling that can absorb vibration and compensate for axial and angular misalignments caused by thermal expansion during the foaming process. Additionally, the operating environment of the production line also imposes specific requirements on the gear coupling: the coupling must be resistant to dust, grease, and occasional chemical splashes from the PIR foaming materials, and it must maintain stable performance within a certain temperature range (typically between -20°C and 80°C) to adapt to the preheating and curing processes of the production line.
Another key factor in determining the customization requirements is the need for the gear coupling to adapt to the flexibility of the production line. PIR sandwich panels are produced in various specifications, differing in thickness, width, and core density, which requires the production line to adjust its operating parameters frequently. As a result, the gear coupling must be able to withstand frequent changes in torque and speed without compromising its structural integrity or transmission efficiency. Moreover, the installation space of the gear coupling in the production line is often limited due to the compact layout of the equipment, which means that the customized coupling must have a compact structure, small turning radius, and be easy to install and maintain without requiring extensive modifications to the existing production line layout.
Based on the comprehensive analysis of the production line’s requirements, the customization scheme of the gear coupling should focus on four core aspects: material selection, structural design, parameter optimization, and sealing and lubrication design. Each of these aspects is closely interrelated and directly affects the performance, reliability, and service life of the customized gear coupling.
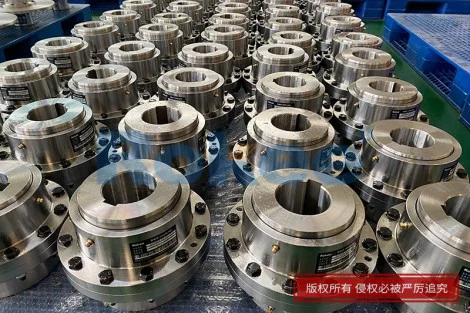
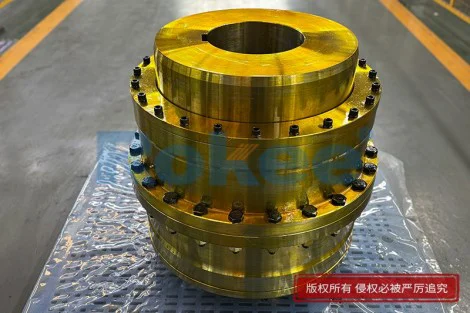
Material selection is the foundation of gear coupling customization, as the material directly determines the coupling’s strength, wear resistance, corrosion resistance, and fatigue life. For PIR sandwich panel production lines, which operate under continuous high-load and occasional impact conditions, the gear coupling components must be made of high-strength and wear-resistant materials. The hubs and gear sleeves, which are the core load-bearing components of the gear coupling, are typically made of high-quality carbon steel or alloy steel. These materials undergo strict heat treatment processes, such as quenching and tempering, to improve their hardness and toughness, ensuring that they can withstand high torque and resist wear during long-term operation. For the gear teeth, which are the key contact components for torque transmission, surface heat treatment (such as carburizing and nitriding) is further applied to enhance their surface hardness and wear resistance, reducing the risk of tooth wear and deformation under heavy load conditions. In addition, considering the potential corrosion from dust and chemical residues in the production environment, the surface of the gear coupling is treated with anti-corrosion coatings or galvanization to prevent rust and corrosion, extending its service life.
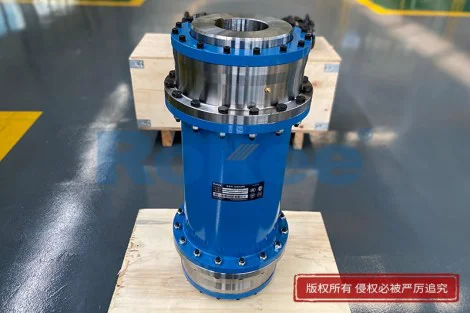
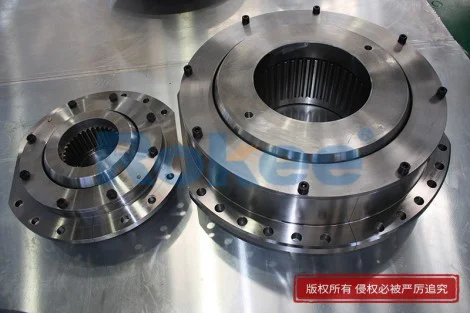
Structural design is another critical aspect of the customization scheme, as it directly affects the coupling’s ability to transmit torque, compensate for misalignments, and adapt to the production line’s installation space. The gear coupling for PIR sandwich panel production lines is typically designed as a flexible gear coupling, which consists of two hubs with convex external teeth, two flanged sleeves with internal teeth, and sealing components. The convex external teeth of the hubs are designed with a cambered involute profile, which allows the coupling to compensate for angular, parallel, and axial misalignments between the driving and driven shafts. The amount of crowning and backlash of the gear teeth is carefully designed to ensure smooth torque transmission, reduce noise, and minimize wear. For the flanged sleeves, a split structure is often adopted to facilitate installation and maintenance, allowing the coupling to be installed and disassembled without removing the connected shafts or other equipment components. This split design is particularly important for PIR sandwich panel production lines, as it reduces downtime during maintenance and improves production efficiency.
In addition to the basic structural design, the customization scheme also needs to consider the integration of additional functions to meet the specific needs of the production line. For example, in the cutting system of the PIR sandwich panel production line, the gear coupling may need to be equipped with a torque limiting device to prevent damage to the coupling and other equipment components in case of overload, such as when the cutting blade encounters hard impurities or jams. This torque limiting device can be integrated into the coupling structure, ensuring that it disengages or slips when the torque exceeds a preset limit, thereby protecting the entire transmission system. Another consideration is the balance of the gear coupling: since the production line operates at high speeds, the coupling must be dynamically balanced to reduce vibration and noise, which not only improves the stability of the production line but also extends the service life of the coupling and other connected equipment.
Parameter optimization is a key step in ensuring that the customized gear coupling meets the exact operational requirements of the PIR sandwich panel production line. The core parameters to be optimized include torque capacity, speed range, misalignment compensation capacity, and bore size. The torque capacity of the coupling is calculated based on the maximum torque required by the specific subsystem of the production line, considering a service factor typically ranging from 1.5 to 2.0 to account for shock loads and variable loading conditions. This ensures that the coupling can withstand peak loads without failure. The speed range of the coupling is determined by the operating speed of the connected shafts, with a safety margin to accommodate occasional speed fluctuations. The misalignment compensation capacity is designed according to the maximum angular, parallel, and axial misalignments that may occur during the production process, which are mainly caused by equipment installation errors, thermal expansion, and vibration. Typically, the customized gear coupling can compensate for angular misalignments of up to 1° per gear mesh, parallel misalignments of up to several millimeters, and axial displacements of up to a few millimeters. The bore size of the coupling is matched to the diameter of the connected shafts, ensuring a snug fit with the appropriate tolerance (such as H7/g6) to prevent slippage during torque transmission.
Sealing and lubrication design is essential to ensure the long-term reliable operation of the gear coupling. The gear coupling operates in an environment with dust, grease, and occasional chemical splashes, so an effective sealing system is required to prevent foreign particles from entering the gear meshing area and to retain the lubricating grease. The sealing system typically consists of seal carriers, O-rings, and lip seals, which are installed on both sides of the gear sleeves to form a closed environment. These seals are made of high-temperature and wear-resistant materials to adapt to the operating temperature range of the production line and to withstand the relative movement between the hubs and sleeves. Lubrication is crucial for reducing friction and wear between the gear teeth, as well as for dissipating heat generated during operation. The customized gear coupling uses high-quality grease with excellent anti-wear and anti-oxidation properties, such as EP-2 grease or equivalent. The quantity of grease to be filled is determined based on the size of the coupling, with specific amounts corresponding to different coupling sizes. The lubrication process involves applying a small amount of grease to the hub teeth by hand before assembling the gear sleeves, then filling half of the required grease into the space between the hub outer diameter and the sleeve inner diameter on both the drive and driven sides. After assembling the gear sleeves, the remaining grease is added, and the flange bolts are tightened to ensure proper containment of the grease.
Once the customization scheme is finalized, the implementation process begins, which includes manufacturing, assembly, installation, alignment, testing, and commissioning. The manufacturing process of the customized gear coupling must adhere to strict quality control standards to ensure that all components meet the design specifications. The hubs and gear sleeves are machined with high precision to ensure the accuracy of the gear teeth profile, bore size, and keyway dimensions. The heat treatment processes are strictly controlled to ensure consistent material properties, and the surface treatment is carried out to meet the anti-corrosion requirements. After manufacturing, each component is inspected for defects such as cracks, dents, or deformation, and the gear teeth are checked for wear and proper meshing.
The assembly of the gear coupling is a meticulous process that requires strict adherence to the installation procedures. Before assembly, the hubs and shafts are cleaned to remove oil, dust, and rust, and the keyways are inspected to ensure a snug fit with the shaft keys. If there is an interference fit between the hubs and shafts, the hubs are heated in an oil bath to a temperature of around 180°C to expand the bore, allowing for easy installation. The clearance between the shaft and the hub after heating should be at least 0.3 mm to ensure proper installation. The hubs are then installed on the respective shafts, ensuring that the hub faces are flush with the shaft faces, and the set screws are tightened to secure the hubs in place. The gear sleeves are then placed on the hubs, and the seal carriers are installed and tightened. The gear sleeves are pushed back to allow for alignment of the shafts.
Shaft alignment is a critical step in the installation process, as poor alignment can lead to excessive vibration, premature bearing failure, and reduced coupling life. The alignment process involves maintaining the distance between the shaft ends (DBSE) within the specified tolerance of ±0.20 mm. Dial gauges are fixed on the hubs, and both hubs are rotated simultaneously 360 degrees, with readings taken every 90 degrees to measure the parallel and angular misalignments. Adjustments are made to the equipment feet to correct any misalignments until they fall within the acceptable range. Once alignment is complete, the gear sleeves are pulled back onto the hubs, and all flange bolts are tightened to the specified torque. The torque for bolt tightening is determined based on the coupling size, with larger couplings requiring higher torque values to ensure a secure connection.
After installation and alignment, the customized gear coupling undergoes a series of tests to verify its performance and reliability. These tests include static and dynamic load tests, vibration tests, noise tests, and leakage tests. The static load test is used to check the structural integrity of the coupling under maximum rated torque, while the dynamic load test simulates the actual operating conditions of the production line to ensure that the coupling can withstand continuous high-load operation. Vibration and noise tests are conducted to ensure that the coupling operates within the acceptable vibration and noise limits, which are crucial for the stability of the production line and the working environment. Leakage tests are performed to check the effectiveness of the sealing system, ensuring that no lubricating grease leaks and no foreign particles enter the gear meshing area.
Once the tests are passed, the gear coupling is commissioned into the PIR sandwich panel production line. During the initial commissioning phase, the production line is operated at a reduced speed to monitor the performance of the coupling, including torque transmission, misalignment compensation, vibration, and noise. Any abnormalities are promptly identified and addressed, such as adjusting the lubrication amount, re-aligning the shafts, or tightening loose bolts. After a period of stable operation at reduced speed, the production line is gradually ramped up to full operating speed, and the coupling is continuously monitored for a certain period to ensure long-term reliability.
The implementation of the customized gear coupling is not the end of the process; regular maintenance and optimization are essential to ensure its long-term performance and extend its service life. The maintenance schedule includes regular inspection of the coupling components, such as the gear teeth, seals, and bolts, to check for wear, damage, or loosening. The lubricating grease is regularly replaced according to the operating hours of the production line, and the sealing system is inspected and replaced if necessary. Additionally, the alignment of the shafts is rechecked periodically, especially after major maintenance or equipment adjustments, to ensure that the misalignments remain within the acceptable range.
In practice, the customization and implementation of gear couplings for PIR sandwich panel production lines have proven to be highly effective in improving production efficiency and reducing equipment failures. For example, a production line that previously experienced frequent gear coupling failures due to mismatched parameters and inadequate misalignment compensation saw a significant reduction in downtime after adopting customized gear couplings. The customized couplings not only improved the stability of the transmission system but also reduced the wear of other equipment components, such as motors and reducers, thereby lowering the overall maintenance cost of the production line. Furthermore, the compact design of the customized couplings allowed for easier installation and maintenance, reducing the time required for routine maintenance and repairs.
However, the customization and implementation of gear couplings also face certain challenges. One of the main challenges is the accurate calculation of the production line’s operational parameters, as any deviation in parameter calculation can lead to a mismatch between the customized coupling and the actual requirements. To address this challenge, it is essential to conduct a detailed and accurate investigation of the production line, including measuring the actual torque, speed, and misalignment values during operation. Another challenge is ensuring the quality of the manufacturing process, as the performance of the gear coupling depends heavily on the precision of the machining and heat treatment processes. Therefore, it is crucial to select a reliable manufacturing partner with advanced production equipment and strict quality control systems.
In conclusion, the customization and implementation of gear couplings tailored to the specific requirements of PIR sandwich panel production lines are essential for ensuring the stable, efficient, and reliable operation of the production system. The customization process involves in-depth analysis of the production line’s operational characteristics, scientific design of the coupling’s material, structure, parameters, and sealing and lubrication systems, followed by strict manufacturing, precise installation, and comprehensive testing. By implementing a well-designed customization scheme, PIR sandwich panel manufacturers can significantly improve production efficiency, reduce equipment failure rates, extend the service life of the production line, and ultimately enhance the quality and competitiveness of their products. As the demand for PIR sandwich panels continues to grow, the customization of gear couplings will play an increasingly important role in the development of the industry, driving innovations in transmission technology and improving the overall performance of PIR sandwich panel production lines.