Installation Accuracy Control Of Drum Gear Coupling For PUF Sandwich Panel Production Line

In the field of modern industrial production, PUF (Polyurethane Foam) sandwich panels have been widely applied in construction, cold chain logistics, clean room manufacturing, and industrial facility construction due to their excellent thermal insulation, sound absorption, lightweight structure, and reliable mechanical strength. The PUF sandwich panel production line is a highly integrated automated system that integrates raw material feeding, core material foaming, panel compounding, shaping, and cutting. Each component and link in the production line is closely connected, and the stability and precision of the transmission system directly determine the quality of the final products, production efficiency, and long-term operational stability of the entire line. As a key core component in the transmission system of the PUF sandwich panel production line, the drum gear coupling undertakes the important task of connecting the motor, reducer, and various executive mechanisms, realizing the reliable transmission of torque and power. Different from traditional straight gear couplings, the drum gear coupling adopts a unique drum-shaped tooth design on the outer gear sleeve, whose tooth top and tooth surface are spherical arcs with the center of the sphere located on the gear axis. This structural design endows it with excellent compensation capabilities for axial, radial, and angular deviations, as well as advantages such as compact structure, large load-bearing capacity, high transmission efficiency, low noise, and a long maintenance cycle. However, the performance advantages of the drum gear coupling can only be fully exerted when its installation accuracy meets the design requirements. Improper installation accuracy will not only affect the transmission efficiency and stability of the coupling itself but also lead to increased vibration and noise of the entire production line, accelerated wear of components, frequent equipment failures, and even affect the dimensional accuracy and surface quality of PUF sandwich panels. Therefore, strengthening the installation accuracy control of drum gear couplings in PUF sandwich panel production lines is of great practical significance for ensuring the stable operation of the production line, improving product quality, and reducing operational costs.
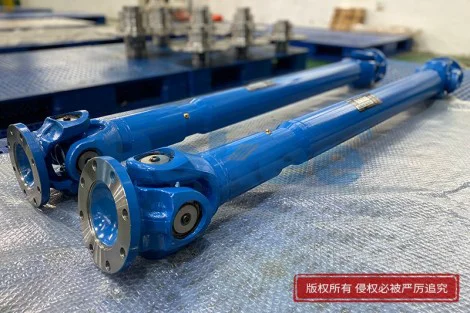
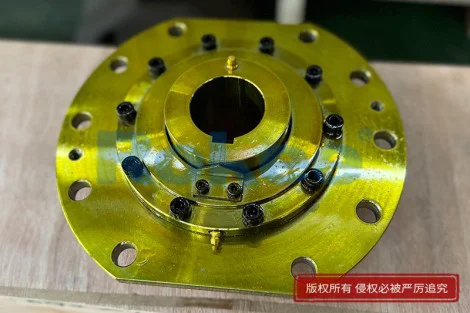
To effectively control the installation accuracy of drum gear couplings, it is first necessary to have a clear understanding of the structural composition and working characteristics of the coupling, as well as the special requirements of the PUF sandwich panel production line for the coupling. The drum gear coupling is mainly composed of an inner gear ring, an outer gear sleeve, a sealed end cover, and connecting bolts. The inner gear ring is usually a circular structure with involute straight teeth processed on the inner circumference, and its material is mostly high-quality alloy steel treated by carburizing and quenching to improve tooth surface hardness and wear resistance. The outer gear sleeve is designed with drum-shaped teeth on its outer circumference, and the material is also alloy steel to ensure sufficient strength and wear resistance. The sealed end cover is used to maintain the sealing of lubricating oil and prevent contaminants such as dust and debris from entering the meshing area of the inner and outer teeth, thereby ensuring the normal operation of the coupling. The connecting bolts are used to connect the half-coupling with the shaft end of the equipment, and their connection tightness directly affects the installation accuracy and transmission stability of the coupling. In the PUF sandwich panel production line, the drum gear coupling is mainly used in key transmission links such as the uncoiling device, traction device, compounding and pressing mechanism, and cutting system. The uncoiling device requires the coupling to transmit torque stably to avoid material deformation or wrinkling during the uncoiling process; the traction device needs the coupling to ensure precise speed control to match the foaming and compounding speed of the PUF core material; the compounding and pressing mechanism requires the coupling to transmit uniform torque to ensure the bonding firmness and thickness uniformity of the sandwich panel; the cutting system requires the coupling to have precise start-stop control to ensure the dimensional accuracy of the panel cutting. These different working conditions put forward strict requirements on the installation accuracy of the drum gear coupling, requiring that the coaxiality, parallelism, and meshing accuracy between the two shafts connected by the coupling must be controlled within a reasonable range.
The factors affecting the installation accuracy of the drum gear coupling in the PUF sandwich panel production line are complex and diverse, which can be roughly divided into three categories: factors related to the coupling itself, factors related to the installation environment and tools, and factors related to the installation operation process. In terms of the coupling itself, the processing accuracy of key components such as the inner gear ring and outer gear sleeve is the foundation of installation accuracy. If the tooth profile accuracy, pitch accuracy, and dimensional accuracy of the inner and outer teeth do not meet the design requirements, it will directly lead to poor meshing of the coupling, increased transmission vibration, and reduced installation accuracy. For example, if the tooth surface of the outer gear sleeve has uneven wear or machining errors, it will cause uneven contact between the inner and outer teeth during meshing, resulting in additional torque and affecting the stability of the transmission system. In addition, the deformation of the coupling components during transportation or storage will also affect the installation accuracy. For example, if the outer gear sleeve is bent or deformed, it will be difficult to ensure the coaxiality with the inner gear ring during installation, leading to deviation in the transmission process. In terms of the installation environment and tools, the flatness and stability of the installation foundation are crucial. The PUF sandwich panel production line usually has large equipment volume and high operating load. If the installation foundation of the coupling is uneven or unstable, it will cause the equipment to vibrate during operation, thereby affecting the installation accuracy of the coupling. At the same time, the accuracy and reliability of installation tools also directly affect the installation effect. Common installation tools include dial gauges, laser alignment instruments, feeler gauges, theodolites, and torque wrenches. If the measurement accuracy of these tools does not meet the requirements, it will lead to errors in the measurement of deviation values, resulting in incorrect installation adjustments. For example, a dial gauge with low accuracy may measure incorrect radial and axial deviation values, making it impossible to adjust the shaft position accurately. In terms of the installation operation process, the proficiency and standardization of the operators are important factors. Non-standard operation steps, such as incorrect alignment methods, uneven tightening of connecting bolts, and improper lubrication, will all affect the installation accuracy of the coupling. For example, if the operator uses an incorrect alignment method, it will lead to excessive coaxiality deviation between the two shafts; if the connecting bolts are not tightened uniformly, it will cause uneven stress on the coupling, leading to deformation and affecting the transmission stability.
Against the background of these influencing factors, it is necessary to formulate a scientific and standardized installation accuracy control process, which covers three stages: pre-installation preparation, in-installation operation and adjustment, and post-installation inspection and commissioning. Each stage must be strictly controlled to ensure that the installation accuracy of the drum gear coupling meets the design requirements and the actual working needs of the PUF sandwich panel production line. Pre-installation preparation is the foundation of ensuring installation accuracy, and it is necessary to do a good job in three aspects: component inspection, cleaning, and tool preparation. In terms of component inspection, first, check whether the model, specification, and size of the drum gear coupling are consistent with the design requirements of the production line, and confirm that there are no defects such as cracks, scratches, or wear on the surface of the inner gear ring, outer gear sleeve, and other components. Then, measure the key dimensions of the coupling components, such as the inner hole diameter of the outer gear sleeve, the outer diameter of the inner gear ring, and the tooth pitch, to ensure that they are within the allowable tolerance range. At the same time, check the coaxiality of the equipment shafts connected to the coupling, such as the motor shaft and reducer shaft, to ensure that the shaft surface is smooth, free of burrs, and no obvious bending or deformation. In terms of cleaning, it is necessary to thoroughly clean the coupling components and the connecting parts of the equipment shafts to remove oil, rust, dust, and other contaminants. The cleaning method can be selected according to the material of the components, such as using a cleaning agent to wipe or ultrasonic cleaning. After cleaning, the components must be dried to avoid corrosion of the components caused by residual cleaning agents, which affects the installation accuracy and service life. In terms of tool preparation, select installation tools that meet the accuracy requirements, such as a dial gauge with an accuracy of not less than 0.01mm, a laser alignment instrument with a measurement accuracy of ±0.01mm, and a torque wrench with a suitable range. Before use, calibrate the tools to ensure their measurement accuracy and reliability. In addition, prepare necessary auxiliary materials such as gaskets and lubricating oil. The gaskets should be made of stainless steel or copper with a thickness accuracy controlled within ±0.01mm for fine-tuning the shaft position; the lubricating oil should be selected according to the working conditions of the coupling to ensure good lubrication effect and avoid wear of the tooth surface.
The in-installation operation and adjustment stage is the core link of installation accuracy control, which mainly includes the installation of coupling components, axis alignment, and meshing adjustment. The installation of coupling components should follow the correct steps to avoid damage to the components and affect the installation accuracy. First, install the outer gear sleeve on the corresponding equipment shaft. When installing, the outer gear sleeve can be heated appropriately to expand it, so as to facilitate installation. The heating process should ensure uniform heating, and the heating temperature should not be too high to avoid affecting the material performance of the outer gear sleeve. After heating, quickly sleeve the outer gear sleeve onto the shaft and let it cool naturally to achieve a tight fit with the shaft. Then, install the inner gear ring, align the inner gear ring with the outer gear sleeve, and gently sleeve it to ensure that the meshing surface of the inner and outer teeth has sufficient contact area. During the installation process, avoid violent collision to prevent damage to the tooth surface. After installing the inner and outer gear rings, install the sealed end cover and connecting bolts. The sealed end cover should be installed in place to ensure good sealing performance, and the connecting bolts should be tightened uniformly with a torque wrench according to the specified torque to avoid uneven stress on the coupling. Axis alignment is the key to ensuring the installation accuracy of the drum gear coupling, which mainly includes the adjustment of radial deviation, axial deviation, and angular deviation. The allowable deviation range of the coupling should be determined according to its specific specifications, dimensions, and application scenarios. Generally speaking, the allowable axial deviation should be less than 0.04mm to ensure the stable operation of the coupling in the axial direction and avoid vibration and wear caused by excessive deviation; the allowable radial deviation is usually less than 0.08mm to ensure that the coupling can transmit torque evenly in the radial direction and avoid equipment failure caused by radial offset; the allowable angular deviation can be maintained within the range of ±1.5°, and even when the angular displacement reaches 2°~3°, the coupling can still operate reliably. Common alignment methods include the dial gauge measurement method, laser alignment method, feeler gauge measurement method, optical measurement method, and dynamic measurement method. The dial gauge measurement method is widely used in practical installation. Its specific steps are: fix the dial gauge in a stable position relative to the two shafts, measure the radial and axial deviation values of the two shafts, analyze the measurement data, accurately calculate the adjustment amount, and adjust the position of the shaft by adding or removing gaskets under the bearing seat. The laser alignment method has high measurement accuracy and is suitable for occasions requiring high precision. It uses a laser transmitter and receiver for axis alignment, and determines the relative position of the two shafts by analyzing the laser signal. During the alignment process, it is necessary to repeatedly measure and adjust to ensure that the deviation values of each item are within the allowable range. Meshing adjustment is also an important part of installation accuracy control. After the axis alignment is completed, check the meshing condition of the inner and outer teeth of the coupling. The meshing gap should be within the design range, and the contact area of the tooth surface should be uniform. If the meshing gap is too large or too small, it will affect the transmission stability of the coupling. If the contact area of the tooth surface is uneven, it is necessary to adjust the position of the inner gear ring or outer gear sleeve to ensure uniform contact of the tooth surface, thereby reducing wear and extending the service life of the coupling.
The post-installation inspection and commissioning stage is the final link to verify the installation accuracy, which mainly includes static inspection and dynamic commissioning. Static inspection is carried out when the equipment is shut down. First, check the connection tightness of the coupling components, such as whether the connecting bolts are loose, whether the sealed end cover is installed in place, and whether there is oil leakage. Then, use a dial gauge to re-measure the radial deviation, axial deviation, and angular deviation of the coupling to confirm that all deviation values are within the allowable range. At the same time, check the meshing condition of the inner and outer teeth again to ensure that there is no stuck or uneven contact. Dynamic commissioning is carried out when the equipment is running. Start the PUF sandwich panel production line, and observe the operation status of the drum gear coupling, including whether there is abnormal vibration, noise, or temperature rise. The vibration of the coupling should be controlled within a reasonable range. If there is excessive vibration, it may be caused by insufficient installation accuracy, and it is necessary to stop the machine for re-alignment and adjustment. The temperature rise of the coupling during operation should not exceed the specified value. If the temperature rises too fast, it may be caused by poor lubrication or excessive meshing friction, and it is necessary to check and replace the lubricating oil or adjust the meshing gap. During the dynamic commissioning process, run the equipment at different speeds and loads, and continuously monitor the operation parameters of the coupling to ensure that it can operate stably under various working conditions. At the same time, check the impact of the coupling's operation on the entire production line, such as whether the speed of the traction device is stable, whether the cutting dimension of the PUF sandwich panel is accurate, and whether the surface quality of the panel meets the requirements. If any problems are found, stop the machine in time to check and adjust until all indicators meet the requirements.
In addition to strict control in the installation process, daily maintenance and regular inspection of the drum gear coupling are also important measures to maintain its installation accuracy and ensure long-term stable operation. The PUF sandwich panel production line usually operates continuously for a long time, and the coupling is in a state of high load and high-speed operation for a long time, which is prone to wear and deformation of components, leading to a decrease in installation accuracy. Therefore, it is necessary to formulate a scientific maintenance plan. Regularly check the meshing condition of the inner and outer teeth of the coupling, and replace the worn components in time if excessive wear is found. Regularly add or replace lubricating oil to ensure that the tooth surface is fully lubricated, reduce friction and wear, and prevent the lubricating oil from aging or deteriorating, which affects the operation of the coupling. Regularly check the connection tightness of the connecting bolts, and re-tighten them if they are loose. At the same time, check the installation foundation of the coupling and the equipment shafts connected to it to ensure that there is no settlement or deformation of the foundation, and no bending or deformation of the shafts. In addition, establish a maintenance record system to record the maintenance time, maintenance content, and operation status of the coupling, so as to facilitate subsequent tracking and analysis, and timely find and solve potential problems. For example, if the coupling is found to have abnormal vibration during regular inspection, the maintenance record can be queried to analyze the possible causes, such as whether the installation accuracy is reduced or the components are worn, and take targeted measures to solve the problem.
In practical application, there are often some common problems in the installation accuracy control of drum gear couplings in PUF sandwich panel production lines, which need to be targeted and solved. For example, the coaxiality deviation of the two shafts is too large, which exceeds the compensation range of the coupling, leading to inaccurate meshing of the inner and outer teeth, local contact, and additional torque, and even damage to the coupling components. The main reason for this problem is incorrect alignment methods or inaccurate measurement tools. The solution is to stop the machine for re-alignment, select appropriate alignment methods and accurate measurement tools, re-measure the deviation values, and adjust the shaft position according to the measurement results until the coaxiality deviation is within the allowable range. Another common problem is uneven meshing of the inner and outer teeth, which is mainly caused by processing errors of the coupling components or improper installation adjustment. The solution is to check the processing accuracy of the inner and outer teeth, replace the components with serious processing errors, and re-adjust the meshing gap and contact area of the tooth surface to ensure uniform meshing. In addition, the problem of oil leakage of the coupling often occurs, which is mainly caused by improper installation of the sealed end cover or aging of the sealing ring. The solution is to re-install the sealed end cover, replace the aging sealing ring, and ensure good sealing performance to prevent lubricating oil leakage and contaminants from entering.
With the continuous development of automation and intelligence in the PUF sandwich panel production line, the requirements for the installation accuracy and operational stability of the drum gear coupling are getting higher and higher. In the future, while strictly implementing the existing installation accuracy control process, it is also necessary to continuously optimize and improve the control methods. For example, adopt more advanced alignment technologies, such as laser alignment systems with higher accuracy, to improve the efficiency and accuracy of alignment; use intelligent monitoring equipment to real-time monitor the operation parameters of the coupling, such as vibration, temperature, and meshing status, and timely alarm and handle abnormal situations to prevent the occurrence of equipment failures; strengthen the training of operators to improve their professional quality and operational proficiency, ensure that they can strictly follow the standard operation procedures for installation and maintenance, and reduce errors caused by human factors. At the same time, in combination with the development trend of the PUF sandwich panel industry, optimize the structural design and material selection of the drum gear coupling to improve its wear resistance, fatigue resistance, and deviation compensation capability, so as to better adapt to the complex working conditions of the production line and provide more reliable support for the stable operation of the PUF sandwich panel production line.
In conclusion, the installation accuracy control of the drum gear coupling is an important part of ensuring the stable operation of the PUF sandwich panel production line and improving product quality. It is a systematic project involving pre-installation preparation, in-installation operation and adjustment, post-installation inspection and commissioning, and daily maintenance. By fully understanding the structural characteristics and working requirements of the drum gear coupling, clarifying the influencing factors of installation accuracy, formulating scientific and standardized control processes, and solving common problems in a targeted manner, the installation accuracy of the drum gear coupling can be effectively ensured. This not only helps to give full play to the performance advantages of the drum gear coupling, improve the transmission efficiency and stability of the production line, but also can reduce equipment failures and maintenance costs, extend the service life of the equipment, and promote the high-quality development of the PUF sandwich panel production industry. In the actual production process, it is necessary to pay full attention to the installation accuracy control of the drum gear coupling, continuously summarize experience, optimize control methods, and provide a solid guarantee for the efficient and stable operation of the PUF sandwich panel production line.