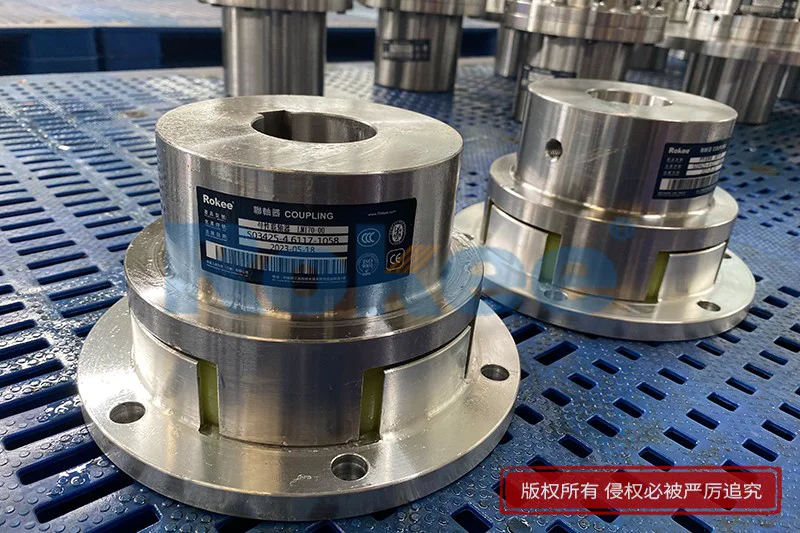
彩钢夹芯板生产线用鼓型齿式联轴器维护技巧

在彩钢夹芯板生产过程中,鼓型齿式联轴器作为连接电机、减速机与生产线各传动部件的核心枢纽,承担着传递扭矩、补偿轴系偏差的重要作用,其运行状态直接影响生产线的连续性、稳定性和产品质量。彩钢夹芯板生产线工况特殊,长期处于连续运转状态,且现场可能存在粉尘、金属碎屑、轻微振动等环境因素,若联轴器维护不当,易出现齿面磨损、密封失效、连接松动等问题,进而导致生产线停机,影响生产进度。因此,掌握科学合理的维护技巧,做好联轴器的日常保养与故障排查,对保障彩钢夹芯板生产线高效稳定运行具有重要意义。
鼓型齿式联轴器的维护工作应遵循“预防为主、防治结合”的原则,从安装校准、日常巡检、润滑管理、故障排查等多个维度入手,全面落实维护措施,延长联轴器使用寿命,降低设备故障率。安装校准是维护工作的基础,也是避免后续诸多故障的关键前提。在彩钢夹芯板生产线中,联轴器多连接电机与减速机、辊压机等设备,安装时需严格控制两轴的对中精度,避免因轴系偏差过大导致联轴器齿面受力不均、磨损加剧。安装前,应仔细清理联轴器的内齿圈、外齿套以及连接轴的表面,去除油污、铁锈、金属碎屑等杂质,确保接触面清洁无杂物,防止安装后出现松动或磨损。同时,需检查联轴器的齿面状态,确认齿面无磕碰、划痕、点蚀等缺陷,密封件完好无损,若发现问题应及时处理,避免投入使用后引发故障。安装过程中,采用专业工具调整两轴的同轴度,确保径向偏差、角向偏差控制在合理范围内,轴向窜动符合设备要求,安装完成后,紧固连接螺栓,确保螺栓受力均匀,无松动现象,为联轴器的正常运行奠定基础。
日常巡检是及时发现联轴器异常、防范故障扩大的重要手段,需结合彩钢夹芯板生产线的运行特点,制定规律的巡检计划,确保巡检工作全面、细致、到位。巡检时,应观察联轴器的运行状态,听运转过程中是否出现异常声响,如齿轮啮合时的异响、振动产生的杂音等,正常运行时联轴器应运转平稳,无明显异响。同时,用手触摸联轴器的外壳,感受温度变化,若出现异常发热现象,可能是润滑不足、齿面磨损严重或轴系对中偏差过大导致,需及时停机检查。此外,还需检查联轴器的密封情况,查看是否有润滑油泄漏,密封件是否出现老化、破损,若发现泄漏,应及时查找原因,更换密封件,补充润滑油,防止粉尘、杂质进入联轴器内部,加剧齿面磨损。巡检过程中,还需检查连接螺栓的紧固情况,由于生产线长期振动,螺栓易出现松动,若发现螺栓松动,应及时拧紧,必要时更换防松垫圈,确保连接牢固,避免因螺栓松动导致联轴器偏移、齿面损伤。巡检人员应做好巡检记录,详细记录联轴器的运行状态、发现的问题及处理情况,为后续维护工作提供参考。
润滑管理是鼓型齿式联轴器维护工作的核心,良好的润滑能够有效减少齿面摩擦,降低磨损,防止齿面锈蚀,延长联轴器的使用寿命。彩钢夹芯板生产线的联轴器长期处于重载、连续运转状态,齿面啮合处易产生大量摩擦热,若润滑不及时或润滑不当,会导致齿面磨损加剧、咬合卡滞,甚至出现齿面胶合、断裂等严重故障。因此,需根据联轴器的运行工况,选择合适的润滑介质,优先选用极压锂基润滑脂或极压复合锂基润滑脂,这类润滑脂具有良好的抗磨性、耐水性和粘附性,能在齿面形成稳定的油膜,有效减少摩擦损耗。对于高速运转的联轴器,可选用合适粘度的工业齿轮油,提升润滑和散热效果。
润滑操作需遵循规范流程,润滑时,应将润滑脂或润滑油均匀填充至联轴器的啮合腔,确保齿面、齿槽均被润滑介质覆盖,填充量以填满啮合腔的二分之一至三分之二为宜,避免填充过多或过少影响润滑效果。日常润滑需制定固定周期,一般工况下每3至6个月补充一次润滑脂,若生产线粉尘较多、环境潮湿或联轴器处于重载冲击工况,需缩短润滑周期至1至2个月。补充润滑时,应先清理润滑脂嘴、注油口的灰尘杂质,防止异物进入啮合腔,然后通过润滑脂嘴注入新的润滑介质,直至从密封缝隙处溢出新脂为止,确保旧脂完全排出,避免新旧润滑介质混合影响润滑效果。同时,需定期检查润滑介质的质量,若发现润滑脂出现结块、变色、变质,或润滑油出现浑浊、有杂质等情况,应及时全部更换,更换时需将联轴器内部的旧润滑介质彻底清理干净,再注入新的润滑介质,确保润滑系统清洁有效。需要注意的是,脂润滑和油润滑不可混用,更换润滑介质时需严格遵循相关规范,避免因润滑介质不匹配导致齿面磨损。
故障排查与及时处理是保障联轴器持续稳定运行的关键,当彩钢夹芯板生产线运行过程中,联轴器出现异常现象时,需及时停机排查,找准故障原因,采取针对性的处理措施,避免故障扩大,减少停机损失。常见的联轴器故障主要有齿面磨损、密封失效、连接松动、异常振动和发热等,不同故障的排查方法和处理措施有所不同。
齿面磨损是联轴器常见的故障之一,主要表现为齿面出现划痕、点蚀、磨损量过大等,其原因多为润滑不足、轴系对中偏差过大、粉尘杂质进入啮合腔或齿面硬度不足。排查时,可通过观察齿面状态、测量齿厚等方式确认磨损程度,若磨损较轻,可通过补充润滑、调整轴系对中、清理杂质等方式进行处理,继续投入使用;若磨损严重,齿面出现明显的点蚀、胶合或齿厚磨损超过规定限度,需及时更换齿圈或整个联轴器,避免出现齿面断裂等严重故障。密封失效主要表现为润滑油泄漏,原因多为密封件老化、破损或安装不当,排查时需检查密封件的状态,若密封件老化、破损,应及时更换,更换时需确保密封件安装到位,贴合紧密,同时检查啮合腔的密封结构,清理密封面的杂质,防止泄漏再次发生。
连接松动多由生产线振动、螺栓紧固不牢或防松措施不到位导致,排查时需检查连接螺栓的紧固情况,若发现螺栓松动,应及时拧紧,必要时更换螺栓和防松垫圈,同时检查联轴器与连接轴的配合情况,若配合间隙过大,需进行调整或更换相关部件,确保连接牢固。异常振动和发热多与轴系对中偏差过大、润滑不足、齿面磨损或联轴器零件不平衡有关,排查时可先检查轴系对中精度,若偏差过大,需重新调整对中;若润滑不足,需及时补充润滑介质;若齿面磨损严重,需更换相关部件;若联轴器零件不平衡,需进行平衡校正,确保联轴器运转平稳。
此外,在联轴器的维护过程中,还需注意一些细节问题,进一步提升维护效果。彩钢夹芯板生产线现场粉尘较多,需定期清理联轴器表面的粉尘、金属碎屑等杂质,防止杂质进入啮合腔和密封部位,加剧磨损和密封失效。同时,避免联轴器承受过载载荷,生产线运行过程中,需严格控制设备负荷,避免因过载导致联轴器齿面受力过大,出现损伤。对于长期停机的生产线,需做好联轴器的防护工作,清理表面杂质,补充润滑介质,密封好注油口和密封部位,防止锈蚀和杂质进入,再次启动前,需检查联轴器的状态,确认无异常后再投入使用。
综上所述,彩钢夹芯板生产线用鼓型齿式联轴器的维护工作是一项系统性、长期性的工作,需结合生产线的工况特点,从安装校准、日常巡检、润滑管理、故障排查等多个方面入手,落实各项维护措施,规范操作流程,及时发现并处理各类异常问题。只有做好联轴器的日常维护与保养,才能有效延长其使用寿命,降低设备故障率,保障彩钢夹芯板生产线连续、稳定、高效运行,为生产工作的顺利开展提供有力保障。同时,维护人员需不断积累维护经验,熟悉联轴器的结构特点和运行规律,提升维护技能,确保维护工作的专业性和有效性,避免因维护不当导致的设备故障和生产损失。
《彩钢夹芯板生产线用鼓型齿式联轴器维护技巧》更新于2026年4月9日
![卷筒联轴器类型]()
卷筒联轴器类型
卷筒联轴器的类型多种多样,每种类型都有其独特的结构和特点。在选择卷筒联轴…![LM170爪式联轴器]()
LM170爪式联轴器
LM170梅花弹性联轴器是一种基础型爪式联轴器,由两片带凸齿的金属半联轴器和…![卷筒联轴器材质]()
卷筒联轴器材质
卷筒联轴器的材质选择对于其性能和使用寿命至关重要。一般来说,卷筒联轴器的…![WGT鼓型齿式联轴器定制(出口)]()
WGT鼓型齿式联轴器定制(出口)
WGT鼓型齿式联轴器是现代工业传动系统中的关键部件,以其良好的扭矩传递能力…![NL联轴器]()
NL联轴器
在工业生产的传动系统中,联轴器作为连接主动轴与从动轴的关键部件,承担着传…