卷筒联轴器安装精度
卷筒联轴器作为起重设备起升机构的核心传动部件,安装精度直接决定整机传动稳定性、零部件使用寿命与设备运行安全性。设备安装过程中,主要需要管控径向、角向与轴向三类轴线偏差,传动轴与卷筒轴线的对中误差,是精度控制的核心内容。即便联轴器具备一定的偏差补偿能力,过大的安装偏差依旧会引发持续振动、异响,加剧齿面、轴承等传动结构的非正常磨损。安装前期需要清理配合接触面,消除杂物与磕碰痕迹带来的装配误差;装配阶段需多点测量端面间距与同轴度,逐步微调机架位置完成精准对中,均匀紧固连接螺栓,避免单边受力引发二次偏移。安装完成后还要开展空载试运行校验,及时修正细微偏差。做好全流程精度管控,能够平稳传递运转扭矩,减少传动系统故障概率,保障起重设备长时间平稳、安全运转。
在起重、输送、冶金等工业领域,卷筒联轴器作为连接驱动装置与卷筒的核心传动部件,其安装精度直接决定了设备的运行稳定性、传动效率与使用寿命。卷筒联轴器的核心作用是传递转矩,并补偿两轴间的微量偏差,而安装过程中的精度偏差会打破这一平衡,引发一系列设备故障。因此,精准控制安装精度,是保障工业设备安全高效运行的关键环节。
安装精度对卷筒联轴器及整机运行的影响体现在多个维度。首先,精度不足会引发异常振动与噪声。当两轴同轴度、平行度偏差超出允许范围时,联轴器运转过程中会产生周期性的不平衡力,这种力会转化为振动并通过设备结构传递扩散,不仅干扰车间工作环境,还会影响周边精密设备的正常运行。同时,振动会加剧轴承、齿轮等关键部件的磨损,原本设计寿命较长的部件可能因持续的冲击载荷提前失效。其次,精度偏差会降低传动效率。不平衡的传动状态会导致能量在传递过程中产生额外损耗,设备需要消耗更多动力才能完成既定作业,直接增加能源消耗与运行成本。更为严重的是,长期的精度超标可能引发结构性损坏,如轴的疲劳裂纹、联轴器断齿、连接螺栓折断等,进而导致设备停机,造成重大经济损失。
卷筒联轴器的核心安装精度要求集中在同轴度、平行度与端面间隙三个维度。同轴度指的是两轴中心线的重合程度,是安装精度的核心指标。不同类型的卷筒联轴器对同轴度的允许偏差存在差异,通常刚性联轴器的要求更为严格,偏差需控制在0.02-0.05mm/m范围内,而弹性联轴器虽可通过弹性元件补偿部分偏差,但也需将偏差控制在0.1mm/m以内,否则会超出弹性元件的补偿极限。平行度则要求两轴中心线在同一平面内保持平行,避免出现倾斜偏差,否则会导致联轴器内部齿面或弹性元件受力不均,加速局部磨损。端面间隙是指两联轴器端面之间的距离,间隙过大或过小都会影响传动稳定性,需根据联轴器型号与工况,按照技术规范精准控制,一般取值范围在2-6mm之间。
实现卷筒联轴器高精度安装,需把控好安装全流程的关键环节。安装前的准备工作是基础,首要任务是清理待安装部件,去除轴表面、联轴器内孔的油污、毛刺与锈蚀,确保配合面光滑洁净,避免杂质影响配合精度。同时,需逐一核查轴径、联轴器内孔、键槽等关键尺寸的公差,确认符合装配要求,若存在尺寸偏差需及时处理,不可强行装配。此外,还应准备好合适的安装工具,如扭矩扳手、千分表、激光对中仪等,其中激光对中仪凭借0.01mm的测量分辨率与非接触测量优势,能有效减少人为误差,提升测量精度。
安装过程中的找正与调整是控制精度的核心步骤。常用的找正方法包括三点打表法与激光对中法。三点打表法通过在联轴器两端固定千分表,转动轴体在三个不同点位读取数据,计算得出同轴度与平行度偏差,再通过调整电机或卷筒的安装位置实现精度校正。操作时需先将轴转到基准点位完成千分表清零,逐点测量后根据数据在设备地脚添加垫片调整高度,反复核查直至偏差符合要求。激光对中法则更为高效精准,通过激光发射器与接收器的信号反馈,实时显示偏差数据,并可自动生成调整方案,尤其适用于大型卷筒设备的高精度安装。调整完成后,需均匀紧固连接螺栓,紧固过程中应采用交叉对称的方式,避免因受力不均导致联轴器端面变形,再次引发精度偏差。
安装后的复核与试运行验证同样不可或缺。安装完成后,需再次核查同轴度、平行度与端面间隙数据,确认所有指标均符合技术规范。随后进行空载试运行,观察设备运行状态,检查是否存在异常振动、噪声或部件过热现象。若出现振动超标,需停机重新核查找正数据;若存在局部过热,可能是配合过紧或润滑不良导致,需及时排查处理。空载试运行正常后,再进行负载试运行,验证联轴器在实际工况下的传动稳定性,确保安装精度满足生产需求。
针对安装过程中常见的精度问题,需采取针对性的应对措施。若出现同轴度偏差过大,需先判断偏差类型,是径向偏移还是角向倾斜,再通过调整地脚垫片厚度或设备安装位置逐步校正,避免一次性调整幅度过大。对于热膨胀引发的精度变化,可在安装时预留一定的补偿间隙,或采用可伸缩式联轴器,抵消设备运行过程中因温度升高导致的轴体伸缩变形。若发现联轴器端面贴合不紧密,需检查端面是否存在变形,必要时进行研磨处理,确保端面接触均匀。
卷筒联轴器的安装精度并非单一指标的控制,而是涵盖安装前准备、过程找正、后期复核的全流程管控。精准的安装精度能有效延长设备使用寿命,降低运维成本,保障生产连续性。在工业生产智能化、高效化的发展趋势下,严格把控卷筒联轴器安装精度,采用科学的测量与调整方法,是提升设备运行可靠性、推动工业生产高质量发展的重要保障。对于技术人员而言,需不断积累安装经验,熟练掌握各类精度控制技巧,确保每一项安装作业都符合规范要求,充分发挥卷筒联轴器的传动效能。
《卷筒联轴器安装精度》更新于2026年6月15日
![斗轮机电缆卷筒联轴器]()
斗轮机电缆卷筒联轴器
斗轮机电缆卷筒联轴器是大型斗轮堆取料机电力供应系统中的核心传动部件,主要…![行车卷筒联轴器]()
行车卷筒联轴器
行车卷筒联轴器是起重设备中连接减速器输出轴与钢丝绳卷筒的关键传动部件,其…![热轧H型钢主传动万向轴]()
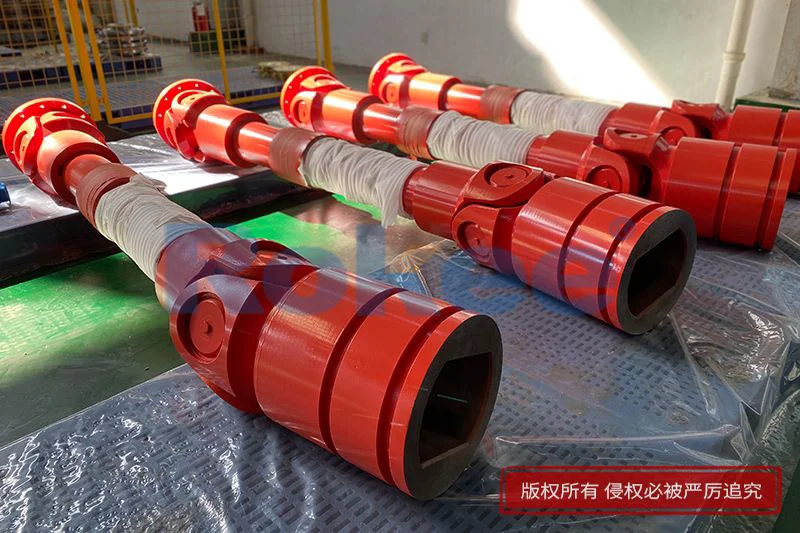
热轧H型钢主传动万向轴
在热轧H型钢全流程生产体系中,主传动系统是保障轧机连续稳定轧制的核心载体…![大型十字轴万向联轴器]()
大型十字轴万向联轴器
大型十字轴万向联轴器是工业传动领域的核心部件,其设计通过十字轴与叉头的精…![G2CL鼓形齿联轴器]()
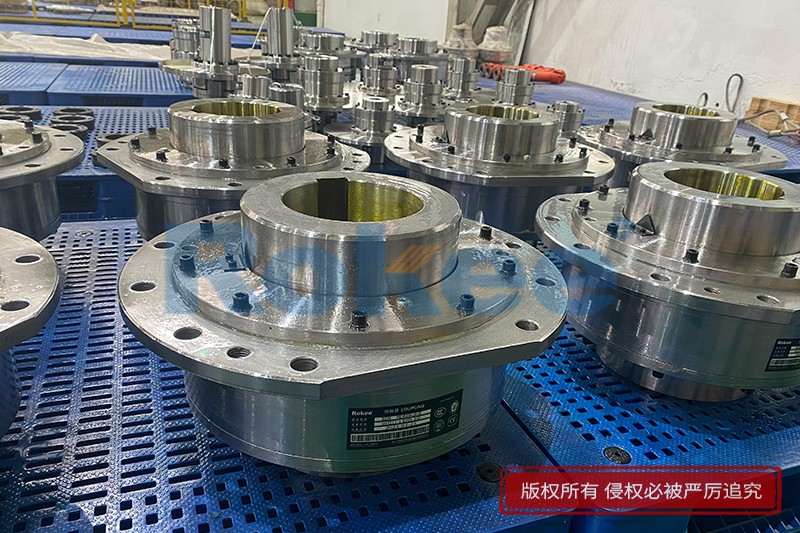
G2CL鼓形齿联轴器
G2CL鼓形齿联轴器是一种高性能的机械传动元件,其核心特征在于其独特的鼓形齿…